Vltavan In-Line Twin
by Adrian Duncan
 |
 |
 |
| Click on images to view larger picture. | ||
Introduction
The title of this page is a bit misleading as there never was any such beast as an alternate firing 10cc Vltavan Twin and if it were not for the clear ancestory of thie engine, it would be better classified as a Watzit!. But we know what it is, we just don’t know who was responsible!
 You'll find a number of "Tinkerers' Special Twins" on the Model Engine News web site. They range from well thought out and executed engines to others that can never possibly run and may have just been jokes. Based on the fact that the central valve unit is a casting which matches the cases very well indeed, my money would normally have been on someone connected with the factory having tackled this project as a one-off backroom special were it not for some contrary evidence I'll discuss later. The key steps that had to be taken by the unknown maker of this odd-ball were as follows:
You'll find a number of "Tinkerers' Special Twins" on the Model Engine News web site. They range from well thought out and executed engines to others that can never possibly run and may have just been jokes. Based on the fact that the central valve unit is a casting which matches the cases very well indeed, my money would normally have been on someone connected with the factory having tackled this project as a one-off backroom special were it not for some contrary evidence I'll discuss later. The key steps that had to be taken by the unknown maker of this odd-ball were as follows:
- The central valve section that is the heart of the layout was produced first. This initially involved producing the required casting, which was done very competently and with a finish and cross-section that exactly matches those of the two cases. Then the bearing bushing had to be produced and fitted. I think that this was done before the unit was machined and that the bearing was finished after installation to allow for any distortion during fitting. It’s difficult to be sure of the material of this bushing since I can’t dismantle the unit for inspection, but I think it’s cast iron. Good choice if so.
- The central unit was then machined to fit the two cases. As the photos show, this was carried out to the very highest standards. The fit of the fore and aft spigots in their respective cases is tight—a very firm push-fit which takes some effort to assemble. The crankshaft design employed is totally dependent upon the two crankshafts being perfectly aligned, since the linkage between the two halves of the crankshaft (the small-diameter front pin on the central shaft plugging into a hole in the front crankpin) embodies absolutely no “give” whatsoever. The unknown maker had clearly recognized this, and made the components to that degree of accuracy.
- After that, the crankshaft itself had to be made in two pieces. The web of the rear portion is a dead ringer for a standard Vltavan crankweb, while the front "web" disc is just that—a plain disc with an integral "crankpin" of reduced diameter which fits into the central hole in the main front crankpin with only a couple of thou clearance and transfers the drive of the rear cylinder to the front shaft on which the prop is mounted. For obvious reasons, this front "crankpin" had to be radially located with an extremely high degree of precision to prevent binding—another testament to the skill of the maker. The main journal is integral with the rear crankweb and contains the induction ports for both fore and aft cases. The diameter of the central hole in the shaft is 6 mm, while the main journal diameter appears to be 11mm (I can’t separate the components to check accurately, but this is close). Since there’s no room for the carburetor unit between the two cylinders, the carburetor unit is located on the underside of the engine—a rather awkward location in my view. But this is unquestionably the design orientation - the two induction ports in the central crankshaft journal are cut with the required timing for this configuration in mind. Induction period is a generous 180°—opening 30° after BDC and closing 30° after TDC. The closure is a lot earlier than that for the standard disc valve of the Vltavan 5cc, but this would be quite in order given the fact that the twin will certainly operate at below racing-engine speeds. The large bearing diameter and the fact that the induction ports are milled square results in very rapid opening and closing of the induction ports—quite efficient. The attached views show this quite clearly.
- Next, the rear portion of the central crankshaft had to be very accurately fitted to the central bearing. Incidentally, this fit is of the very highest order—with the unit bone dry there’s no detectable trace whatsoever of any radial play, yet with a little machine oil the bearing spins as freely as one could wish. Overall, the quality of workmanship is right up there.
- After the fitting of the rear portion of the central crankshaft into the bearing, the two pieces of the crankshaft then had to be mated. This was an irreversible step because once done, the central shaft section was assembled for keeps. So everything had to be right! The front disc was force-fitted onto a shoulder or a very shallow taper on the front of the central shaft. To ensure that it remained correctly positioned at 180 deg. to the rear web, this disc was then staked in place with a pin which was press-fitted into a hole drilled at the junction between the two components. You can see this very clearly in the photo.
- Next the set-up had to be drilled at the four corners to allow the insertion of the four long 3 mm dia. silver steel studs which hold the entire thing together. This too was a tricky job requiring great accuracy, a feat which was well within the capabilities of this unknown individual. Very long drills of relatively small diameter tend to run off line very easily, but the maker avoided this very competently. The maker clearly relied upon the very tight plug fit of the spigots in the front case to ensure correct alignment of the two shafts the role of the four studs is restricted to holding everything together longitudinally, and of course the rear case plays no role in affecting shaft alignment. The require four holes are drilled to a very high standard of accuracy, and there’s no radial play whatsoever between the cases when things are assembled.
- A backplate then had to be made for the rear case. This was very neatly accomplished from bar stock, and the kit of parts was complete. The backplate incidentally provides the one piece of evidence to suggest that this may be a far later production by someone who had a couple of Vltavan 5cc units lying about and decided to have a go at making a twin. The number "73" appears as a hand inscription inside the backplate, above an inscribed "X" which presumably indicates the orientation of the backplate for best fit with the four studs. The seven in the inscription is written in Continental style with the cross-bar on the stem of the numeral. Could this possibly indicate the date when this engine was made?? If so, the person concerned was a machinist of the highest level of ability who was also able to produce high-quality castings. He was probably European if the style of the inscribed numeral means anything. But of course that inscription could have been placed there after the fact for identification purposes—who knows?!? If you enlarge the attached view of the components as received, you can just make out this inscription.
- Once the basic assembly was complete, the lower faces of the bearers had to be milled to ensure that the front and rear sets of mounting lugs were in perfect alignment. This appears to have been carried out to a very high standard of accuracy.
- The rest of it was a straightforward assembly job using standard Vltavan 5 cc components. The provision of an R/C carburetor would have presented no difficulties. I don’t know if the unit which came with the engine was custom-made or was outsourced, nor does it matter much. I suspect that it was custom-made given the unusually large diameter of the induction hole into which it had to fit.





Overall, I’m impressed with both the design and execution of this project. A very talented brain was applied to both design and construction aspects of the overall challenge. By twin standards, I’d expect the resulting engine to run pretty well with its very efficient valve system and 180 degree timing. I’d also expect the resulting noise to be of a somewhat spectacular and perhaps rather aggravating character—This beast running at 12,000 rpm would certainly send the punters running for cover!
 All components of this engine have clearly done a fair bit of running, as witness the heat-induced fading of the head colors. One head has clearly had more running (or at least more heating) than the other, leading me to conclude that the two individual 5 cc engines on which this project was based did some independent running on their own prior to being drafted into the twin project. Or perhaps the more faded of the two was the rear cylinder, which might be expected to run hotter than the front one. The crankpins on both the front and rear webs show clear signs of having been run, leading me to conclude that the unit did at least a bit of running as a twin. The presence of castor oil gum in all of the working parts supports this conclusion.
All components of this engine have clearly done a fair bit of running, as witness the heat-induced fading of the head colors. One head has clearly had more running (or at least more heating) than the other, leading me to conclude that the two individual 5 cc engines on which this project was based did some independent running on their own prior to being drafted into the twin project. Or perhaps the more faded of the two was the rear cylinder, which might be expected to run hotter than the front one. The crankpins on both the front and rear webs show clear signs of having been run, leading me to conclude that the unit did at least a bit of running as a twin. The presence of castor oil gum in all of the working parts supports this conclusion.
Reassembly
 Since the unit arrived disassembled, I had no idea how the two cases were originally oriented. As would be expected for Vltavans, one lug of each case bears a serial number: 2253 and 3898. This more or less proves that the engine started out as two separate examples of the 5 cc Vltavan racing glow motor. Either could have been the front case and there are two ways of orienting the exhaust stacks as well. There was also no indication of which piston went with which cylinder liner. Even though piston/liner fit is less critical with ringed pistons, it's better to assemble with pitons already run into their bores, so careful measurement is indicated.
Since the unit arrived disassembled, I had no idea how the two cases were originally oriented. As would be expected for Vltavans, one lug of each case bears a serial number: 2253 and 3898. This more or less proves that the engine started out as two separate examples of the 5 cc Vltavan racing glow motor. Either could have been the front case and there are two ways of orienting the exhaust stacks as well. There was also no indication of which piston went with which cylinder liner. Even though piston/liner fit is less critical with ringed pistons, it's better to assemble with pitons already run into their bores, so careful measurement is indicated.
First up, a general comment regarding the origin of this engine. The two heads were still both tapped for the original 1950’s vintage Czech plugs which used a non-standard thread of 6mm x 0.75mm pitch (see the Vltavan 29 page). The key point is that this finding more or less proves that the twin originated not only in Europe but in Czechoslovakia as I’m not aware that any other country used these plugs. Even some of the Czech engines didn’t use them. For example, the Tono engines for instance were threaded for standard 1/4-32 plugs. So either the twin was made at around the time when the Vltavans were still current and the non-standard metric thread plugs were readily available, or the maker had a good supply of such plugs still on hand years later if the engine was indeed made at a later date. Either way, he was a Czech! After much soul-searching, I finally went ahead and tapped out the heads from the twin. I have no more of the Czech plugs anyway and if the engine is ever to be tested, it will have to use standard plugs.

The next step was to experiment with a series of test assemblies to determine how the two cases could best be fitted around the all-important centre section. The key of course was to find an assembly configuration that resulted in the two shafts being in perfect alignment and spinning without binding. I have previously noted that the required standard of accuracy of manufacture of the basic components was very high given the complete lack of "give" in the assembly. In fact, it turned out that the standard attained was so high that the two shafts could be presented to each other through either of the two cases and with the exhaust stacks on either side—the fits of the respective spigots on the bearing units was such that perfect concentricity was achieved in any configuration.
However, the same could not be said of the fits of the two cases and the centre section when the four 3mm dia. silver steel studs were inserted. In some configurations the holes in the various components did not quite line up with sufficient accuracy. The errors were small, but they were there. Quite forgivable really, when you consider the length of the overall passages involved and the closeness of the fit around the studs. I tried various combinations and found that if I used case number 2253 as the front case with the exhaust on the left as planned, the alignment was perfect. In fact, the studs could be slid straight through with minimal resistance. Case number 3898 could then be fitted onto the studs from the rear with only a little resistance apart from the tight plug fit of the spigot into the case as mentioned earlier. I decided that this would be the assembly configuration of the engine for the purposes of this rebuild.
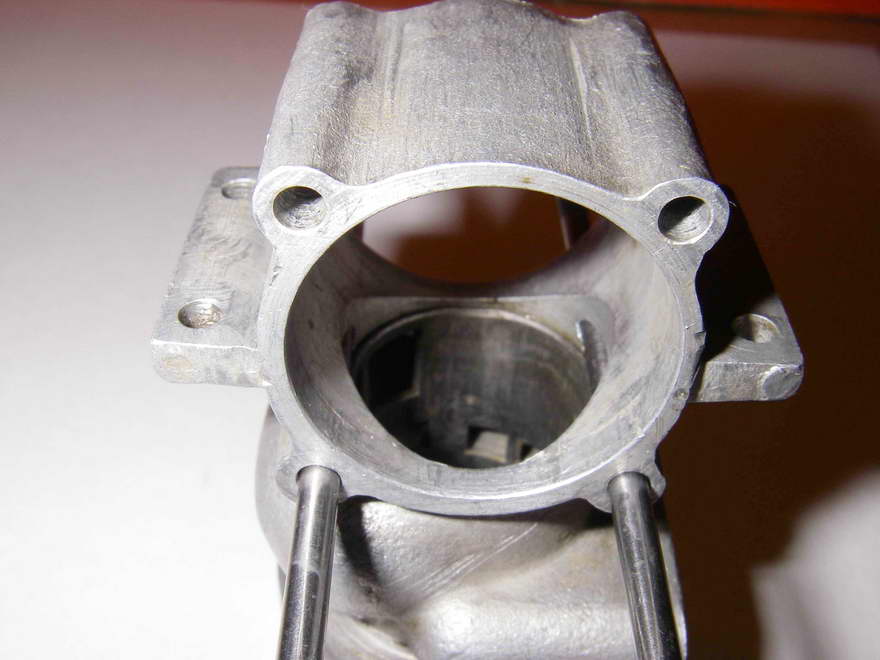 Before commencing the trial assembly of the engine, I took a close look at the passage of the studs through the cases. As can be seen in this photo, the studs unavoidably broke through into the case at its widest internal diameter. This was OK as far as it went, but the diameter of the studs actually intersected (albeit very minimally) with the projection of the bore. A quick test fitting of the pistons showed that the piston at BDC would undoubtedly intersect with the studs and create a potential conflict.
Before commencing the trial assembly of the engine, I took a close look at the passage of the studs through the cases. As can be seen in this photo, the studs unavoidably broke through into the case at its widest internal diameter. This was OK as far as it went, but the diameter of the studs actually intersected (albeit very minimally) with the projection of the bore. A quick test fitting of the pistons showed that the piston at BDC would undoubtedly intersect with the studs and create a potential conflict.
 However, it seems that out unknown maker had noted this and taken steps to deal with it! Check out the image of the piston—note the small chamfers which have been neatly filed onto the lower edge of the piston skirt at both locations where it would otherwise intersect the studs (ed: top and bottom of the skirt in the photo). Problem presumably solved!
However, it seems that out unknown maker had noted this and taken steps to deal with it! Check out the image of the piston—note the small chamfers which have been neatly filed onto the lower edge of the piston skirt at both locations where it would otherwise intersect the studs (ed: top and bottom of the skirt in the photo). Problem presumably solved!
 To test this, I first assemble the front end components as shown to confirm that the two shafts were perfectly aligned. This was A-OK—not so much as a hint of binding, and the two shafts rotated perfectly freely together. A gold star to the maker of the twin! I then removed the front housing and dropped a ringless piston into the cylinder. Upon fitting the front end once more, everything still rotated absolutely freely again. No trace of binding and no indication of contact between the piston skirt and the studs at bdc.
To test this, I first assemble the front end components as shown to confirm that the two shafts were perfectly aligned. This was A-OK—not so much as a hint of binding, and the two shafts rotated perfectly freely together. A gold star to the maker of the twin! I then removed the front housing and dropped a ringless piston into the cylinder. Upon fitting the front end once more, everything still rotated absolutely freely again. No trace of binding and no indication of contact between the piston skirt and the studs at bdc.
Continuing right along, now that I had the front end all fitted up and had determined the appropriate configuration of the assembly, it was time to go for broke and do a complete test build-up of the engine (sans rings at this point). So it was time to match the pistons to the cylinders.
The first issue to be dealt with was the fact that the two rods (which I was careful to keep associated with the same pistons and gudgeon pins in the same configuration all along) were extremely accurately fitted to the crankpins. This would be fine except for the fact that the rear crankpin (the one on the rotary valve shaft) was fractionally larger in diameter than its counterpart on the front shaft! The accuracy of fitting was such that only one of the two rod big ends would fit onto the rear crank-pin! This pretty much decided the issue of which rod went where. In both cases, the fits are quite beyond reproach—I’ve never seen better.

So how did the pistons that were associated with these rods match up to the cylinder liners which were fitted to the cases in which they would now have to operate (unless I switched pistons on their rods)? As it happens, very well indeed!! I could only find at most a diametric variation of about two-tenths of a thou between the two pistons, and the bores checked out as being essentially identical. So it didn’t seem to matter which piston went into which bore (although from here on in I’ll maintain the same relationships, naturally).
This being the case, I went ahead and assembled the two cases with the appropriate piston/rod assemblies for the respective crankpins, checking that the aluminum end pads on the gudgeon pins remained securely in place. All was well – the resulting assembly turned over with minimal friction and no trace of binding at any point. I could observe the clearance between the piston skirt and the assembly studs in the rear case with the backplate off, and confirmed that the small chamfers in the piston skirts were indeed necessary to prevent contact. With the chamfers added, clearance is perfectly adequate.
Note that I didn’t use gaskets at any point. There seemed to be no purpose to be served in doing so, given that all mating surfaces were machined and the spigots were such a close fit in their respective cases.
Greatly encouraged by all of this, I went ahead and tried the backplate for fit. This definitely did fit best in one configuration with the "X" located on top, it slipped right over the four studs. All other positions gave a less-than-smooth fit.
Anyway, I had the engine basically together. The only missing bits now were the two heads and the carburetor. I added the nuts and lock-washers at each end of the four studs, only tightening them minimally at this stage since the engine has to come apart again. Then I added the cylinder heads, which I had previously lapped very lightly onto their respective cylinders. The Vltavan 5cc doesn’t use a head gasket and I saw no reason to do otherwise for the twin.
 The carburetor was missing its spraybar, but everything else turned out to be there. I found a Super-Tigre spraybar which was a close clone of a standard Vltavan item and fitted the carburetor and needle perfectly without modification, and voila! One complete carburetor! All threads on the carburetor are metric, once again seeming to confirm the Continental origins of this motor.
The carburetor was missing its spraybar, but everything else turned out to be there. I found a Super-Tigre spraybar which was a close clone of a standard Vltavan item and fitted the carburetor and needle perfectly without modification, and voila! One complete carburetor! All threads on the carburetor are metric, once again seeming to confirm the Continental origins of this motor.
Incidentally, I’m now completely convinced that this carburetor is a custom-made item constructed specifically for this project. Note the oversized mounting spigot (which would be way over the top for any conventional motor) and the slot in the base of the unit which exactly matches the “slot” in the bearing sleeve through which the shaft breaks through into the induction port and provides the correct timing. The fit too is impressive - a slightly tight but very smooth plug fit. The carburetor is yet another testament to the skill of the maker – it’s really very well made and fitted indeed. Whoever made this engine went to a lot of trouble, and did his work very competently indeed.
 The small 3 mm set-screw which retains the carb was still with the engine, so on went the carb, and there it was—the Vltavan Twin in all its glory (apart from a set of rings!)—still happily turning over very freely with no trace of binding. All-up weight (with four McCoy .29 rings thrown in to represent the correct items) is exactly 14 ounces, which I suppose isn’t all that outrageous for a 10 cc in-line twin. If it runs OK, it would represent a very worthy effort on the part of our unknown maker!
The small 3 mm set-screw which retains the carb was still with the engine, so on went the carb, and there it was—the Vltavan Twin in all its glory (apart from a set of rings!)—still happily turning over very freely with no trace of binding. All-up weight (with four McCoy .29 rings thrown in to represent the correct items) is exactly 14 ounces, which I suppose isn’t all that outrageous for a 10 cc in-line twin. If it runs OK, it would represent a very worthy effort on the part of our unknown maker!
Anyway, another restoration project more or less complete, and a very interesting post-script to the Vltavan story. If it wasn’t for the Continental "73" in the backplate, I’d still say that all indications are that it was a factory back-room effort. Either that, or it was the product of a home-builder (almost certainly a Czech) of unusual skill. We’ll have to hang it out there and see if we can learn more.


This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
|
Unless otherwise expressed, all original text, drawings, and photographs created by
Ronald A Chernich appearing on the Model Engine News web site are licensed under a Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |

|