The AHC Diesel
Australian Production Line
Last Update: July 2007
Click on images for larger picture
Production of this first batch of AHC Diesels began on Monday, April 30, 2001. This batch will comprise eight engines, serial numbers 61-02 through 61-09.
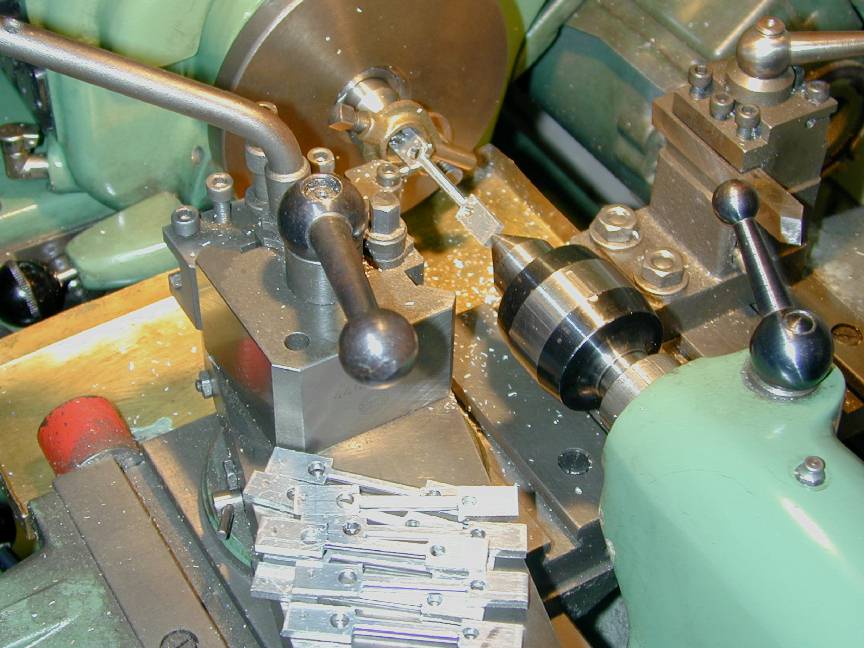 Photo 1 |
 Photo 2 |
 Photo 3 |
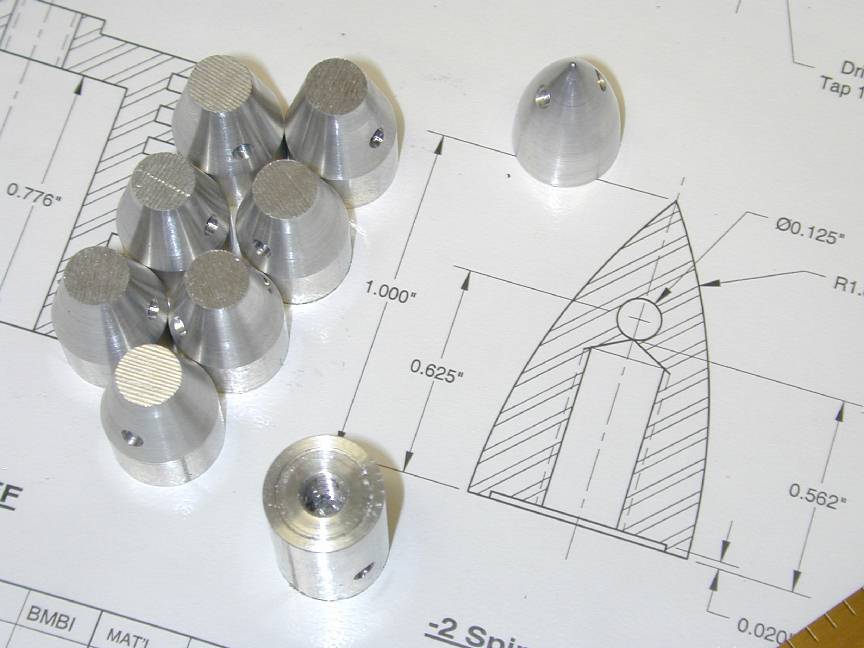 Photo 5 |
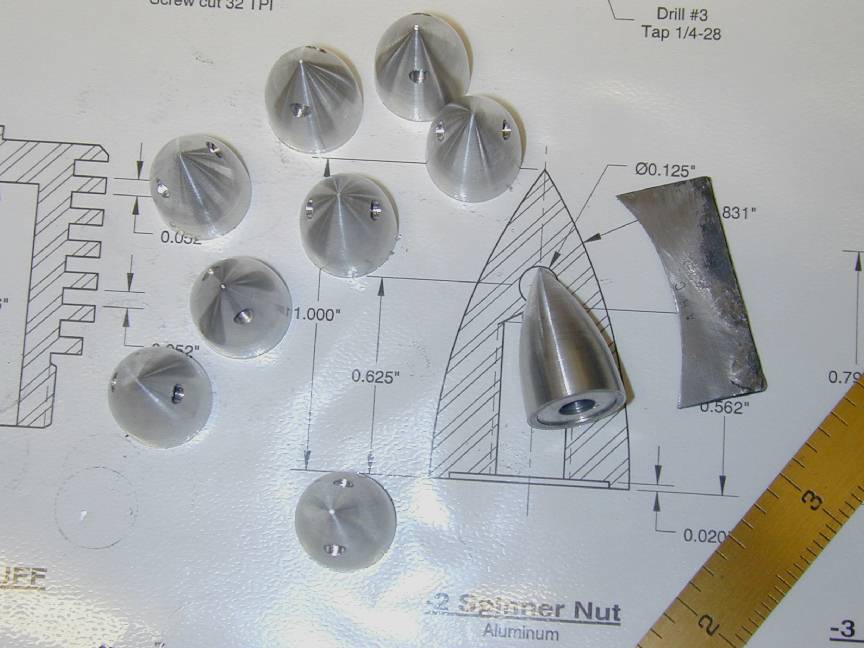 Photo 6 |
 Photo 7 |
 Photo 8 |
 Photo 9 |
 Photo 10 |
 Photo 11 |
 Photo 12 |
 Photo 13 |
1. Making Rods
Making the World's Most Non-simple connecting rod—or that's the way it felt at this stage. A plate of 0.125" 2024 T3 stock was drilled and reamed, then turned edgeways and center drilled on the thin edge at each end in line with the reamed holes. Next it was sawn into blanks and those rough milled to contour. The rod part was next profiled between centers as seen here. After side profiling, the rod ends were profiled as seen in the prototype development photos. Finally all rods were buffed and polished.
back...
2. Parts (2001.5.2)
After three evenings of effort, the parts bin contains enough NVA's, Comp Levers and Connecting Rods for eight (8) engines (plus a couple of spare rods). I can now state with some certainty that performing operations in batch does work out well. The critical decision is where to break up the overall machining sequence to get the returns from minimising tooling changes and general setups, yet still be able to remount the part for the next sequence with the required accuracy, but without too much undue effort. The jigs and fixtures, simple though they are, are so far proving more than adequate to the task.
back...
June 17, 2001. Production run #1 turned out to be only 5 engines—#'s 4..7, plus the 03 engine which was, in effect, prototype #4! They took longer to complete than I'd figured, but not due to fatigue and boredom—the repetition work, even on cylinders, pistons and liners went well and relatively quickly. Final assembly is the real time consumer. Should not be a surprise as this phase requires a lot of precise adjustment: honing piston to liner; contra to liner; prop driver and cone for shaft end-play; spot grinding of case interior for rod clearance. This latter could be eliminated by making the rods narrower, but I'm making these engines to run and diesels need strong rods. This shot was taken after all had been run. Of the batch two were on the money and were turning 7300 rpm just like the 03 engine (on the standard 8x5 APC) after 10 minutes running. The other two were *tight*. Both have had over 20 minutes running and are still only in the 6000 rpm range. They will need more running before they can be offered to anyone. How anybody ever made a buck making engines escapes me.
back...
Please submit all questions and comments to
enquiries@modelenginenews.org
3. Parts (2001.5.4)
And more parts. These are about the simplest parts in the engine, but take time to make. The wrist pins need to be to the correct length, plus or minus say 0.002 with one end rounded for the press fit into the side of the piston not fully reamed out with a hand taper reamer. They also need to be fully de-burred and polished. The brass collets seem simple and after drilling, only take four passes of the tool to machine to shape, but then they need to be parted off, de-burred and split. All takes time and makes me wonder how anyone ever made a buck building engines back in the pre-automated machinery days. Probably also means I should start paying attention to all those CNC articles that are proliferating in SIC and elsewhere...
5. Spinner Nut Blanks
Saw blanks; face, center drill, drill #3, counter bore 0.020" with 1/2" slot drill; tap 1/4-28. Transfer to drill vice, cross-drill 1/8". A taper cut is put on to remove some unwanted metal at this stage. Simple tasks, but time consuming.
back...
6. Finished Spinner Nuts
The blanks are screwed to a threaded mandrel in the lathe and brought to final shape (and finish!) with a form tool made from 1/16" gauge-plate that is cut to a calculated radius, hardened and a relieved cutting edge put on with a Dremel hand tool. To rough out the blank outline, a finished nut is fitted to the mandrel and the top slide angle adjusted to an angle that will begin to approximate the finished shape. All nuts are then taper turned to this angle. After three such cuts, the nut blanks are close enough to finish with the form tool. The finished part only needs the sharp point buffed off as the finish from the form tool is as good as it can, or need get.
back...
7. Crankshaft Bearings
This task went through more quickly than I'd thought, even though each bearing was custom fitted to a case as each case was bored to remove the eccentricity, rather than being reamed to a standard size (yes, this photo is out-of-sequence). This was not as bad as it seems. I'd arranged the cases in descending bore size and as a bearing neared the maximum diameter, it was tried in the cases until a sliding (Locktite) fit was found. As the number of bearingless cases decreased, more care had to be taken. The last one, I was quite careful about. The photo shows a "raw" valve guide, a sawn-off guide, a finished bearing, and the tapered mandrel, with lathe dog attached.
back...
8. Heads, stage I
If there are secrets to efficient (!?) mass production, one is probably planning where to break up the sequence of machining operations to best optimise set-up and tool-change times. Head making begins with cutting blanks to length, boring and profiling the bottom fin, then screw cutting the lower end. The eight blanks shown here are quickly brought to this stage with only simple, quick tool change.
back...
9. Heads stage II
In the final operation, the threaded head blanks are screwed onto the holding fixture, a light skim taken over the OD, then all fins are cut. Excess material is faced off the top end and the hole for the compression screw drilled and tapped. This latter step requires a fair bit of tool change: #1 center drill; #21 tapping size; light 3/16" counterbore (to prevent tapping raising a visible ridge) and finally 10-32 tapping. I run the tailstock drill chuck mounted tap in under power. This shot also shows the fin cutting tool. It is ground from 1/4" HSS stock on the Quorn with 3 degrees of rake and side clearance. This gives excellent cutting with no rubbing, chip-fouling, or tool dig-in/breakage. Down side is that the finish width (0.052") will only be correct at first sharpening. Any subsequent treatment will narrow the tool. As seen here, it sits in a crude shop-made holder that has minimal overhang. The tool has so far cut 10 heads with no sign of blunting.
back...
10. Cases (8)
This batch of engines will use "prime" case castings. These have been previously sand-blasted (good) and bored for the shaft bearing (bad). Due to a fault in the die, the center of the boss is not concentric with the center of the case cavity. This gets fixed by opening out the 3/8" bore along the cavity axis until the "interrupted cut" sound stops. The cases will then be fitted with oversize bushes (but who's to say what is oversized? These are by definition, "original" engines!) In this picture, the cases in the front row have been bored to correct the problem. Note that all have the thin wall at about 10 o'clock—from which I infer that the problem uniformly lies in the die and is not as earlier supposed, due to sag caused by removal from the die while too hot. If this had been the case, I'd have expected to find the problem manifesting more randomly.
back...
11. Cases (12)
By this time, I'd decided to machine up a few extra cases to take advantage of the setup time on the second case fixture. In the second step, a case is opened out with a 3/4" end mill to a precise depth, then reamed 9/16" for the cylinder liner. The 3/4" cavity is then tapped 32 TPI. I'd considered making a special tap for this step, but decided that screw cutting would give better results, considering the pot metal used in the casting process.
back...
12. Cases again
Here is a nicely posed shot of (almost) finished cases, ready for their shaft bushes. Each bush will need to be individually fitted to a fairly close sliding fit for final assembly with Locktite (tm). Anaerobic adhesives like Locktite require a thou or so of clearance, otherwise assembling the parts wipes all the glue out! In the foreground is the holding fixture, stupidly removed from the angle plate before I was finished with it. I'd forgotten each case needs to go back on the fixture to have the edge of the cylinder liner bore hole chamfered. It was not practical to do this as part of the bore/ream/thread sequence. Now I'll have to reset the fixture with the wobbler again...
back...
13. First Production Run Complete
There is no such thing as a free lunch. Even though reaming the case liner bore was easy, I was not all that pleased with the finish. The design relies on a gas tight fit of cylinder liner into this bore to prevent leakage of crankcase pressure via the exhaust and inlet openings. Decades of experience in software engineering tells me that when something does not "feel" right, it's probably not right. So as a precaution, the 03 engine was completed first to test how well a liner would seal in this bore. Well worst fears were realized and this engine would just not run. After the first futile attempt, I reassembled the liner with RTV gasket-goo and it still would not run. Proves you can't cut corners. Cure was a wood lap (had to be something softer than the crankcase pot metal), charged with diamond paste. This smoothed the bores nicely. A new liner was then made for #03 and lapped to fit the original piston (not an easy task). This fixed everything that ailed it. The 03 engine also had its inlet opened by 0.011" from 1/8" to #29 (0.136"). Net result, it pulls in a much heavier charge and turns 7300 rpm (previous best was 6500). It also sounds a lot better. Naturally, economy is down with 10cc's of fuel lasting only 3 minutes and suction ability is also noticeably reduced. However, the net result is a much stronger runner, so this is now the numbers for the first batch.
![]()
