| Unless otherwise expressed, all original text, drawings, and photographs on this page created by Gordon Cornell are licensed under a Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |

|
Model Engine Development
Part 5

Click on images to view larger picture.
Hover for a description.
Cylinder Porting

There are many different porting layouts all with the intention to optimize filling the combustion chamber with fresh mixture for the next cycle. Engine specifications usually state that a particular scavenge system is applied. The principal scavenge systems are Cross Flow, Loop Flow and Uni Flow. the intended flow patterns are illustrated in the diagrams. The ED Super Fury and many other model engines apply a method defined as Reverse Flow which is normally associated with radial ports. Some pistons are designed with a baffle or dome shape on the crown to deflect flow within the cylinder. There are many variations of these basic schemes with exaggerated claims related to performance. The Super Fury applies a domed piston which has been found to improve combustion and yield higher BHP.
High power cannot be produced without burning fuel efficiently. It is inevitable that a percentage of fresh charge will exit to exhaust with each cycle unless a tuned pipe is fitted. The real problem with a two stroke is that it cannot pump sufficient gas to fully scavenge the combustion chamber/cylinder. Engines with Uni Flow cylinders are normally fitted with a super charger to make this possible; it is unlikely this type will be significantly better than a Loop Flow type when naturally aspirated. A rotary valve induction system provides the highest feasible pumping capacity when suitably matched to the cylinder porting. Included here is a graph of an improved power curve achieved by delaying the closure of the inlet port.
Our first objective is to produce a satisfactory working cylinder which satisfies the vintage specification; other scavenge systems can be developed later. In the future, it is my intention to try the Loop Flow cylinder from my Dynamic 09, but this may require a modified crankcase. Should this be successful, further drawings will be produced.
Cylinder Development
 At this point in the development program, it had become apparent that investigation into the cylinder porting was required. The induction systems tried with the Fury cylinder did not yield any significant power increase. The original Fury cylinder ports were increased in size and contoured to provide the desired flow into and out of the combustion chamber. Fortunately there were plenty of components which could be modified with hand tools to evaluate this. The quality of Swiss files at that time was extremely good and I established that if the cylinder was let down to around 58 Rockwell below the ports, these could be modified by filing, the alternative being off-hand grinding.
At this point in the development program, it had become apparent that investigation into the cylinder porting was required. The induction systems tried with the Fury cylinder did not yield any significant power increase. The original Fury cylinder ports were increased in size and contoured to provide the desired flow into and out of the combustion chamber. Fortunately there were plenty of components which could be modified with hand tools to evaluate this. The quality of Swiss files at that time was extremely good and I established that if the cylinder was let down to around 58 Rockwell below the ports, these could be modified by filing, the alternative being off-hand grinding.
 |
 |
 |
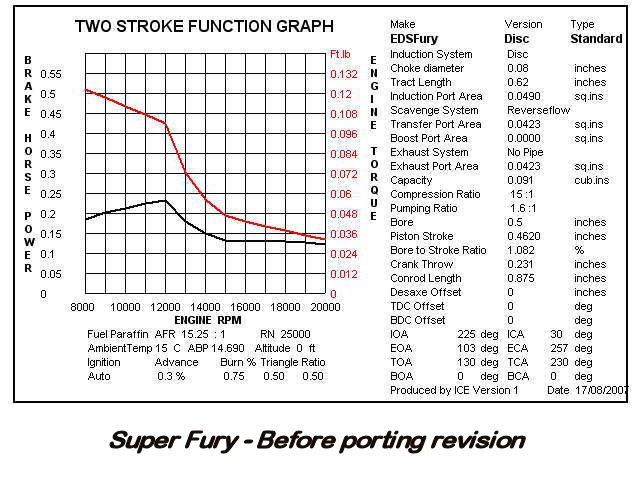
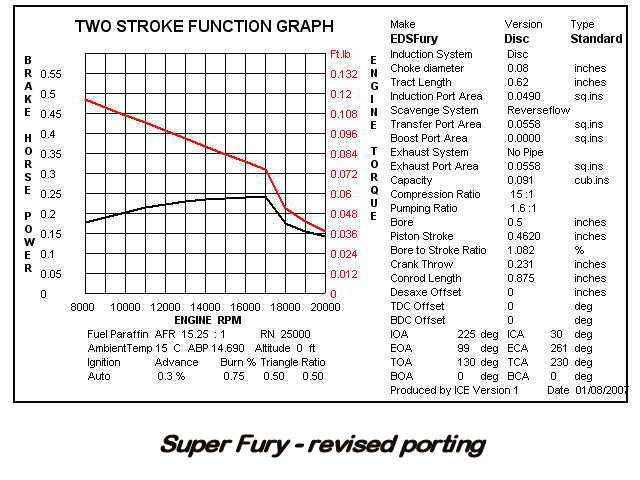
The graphs illustrate the change in performance due to revised cylinder porting. After modification, as if by magic, engine RPM started to increase. The steps in RPM increase were quite small and difficult to measure using the Smiths 50,000 RPM tachometer. Hence I selected a very small propeller the Frog 6x4 nylon, as my test load Eventually RPM in excess of 20,000 was being achieved, a staggering change from that previously published for the Fury (16,000). The ED engine tester on occasions used to leave the test cell when I carried out testing at this level. The problem for him was that it could affect his pay, peace work rates being in effect for some employees. On reflection, it is surprising that we did not wear ear muffs. However he did appreciate the importance of the work I was carrying out and was very complimentary of the results achieved
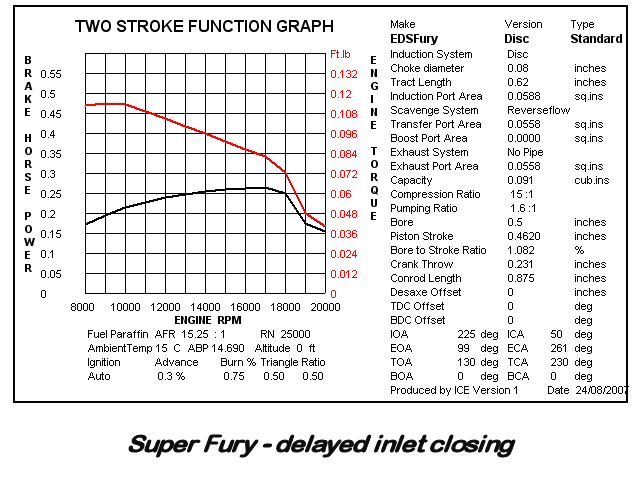
The third graph illustrates a further improvement for engines without sub piston induction. The later closing of the induction port provides a greater area, thus improving gas flow when passing through TDC. Hence the increase in power is due to induction, while the cylinder porting change results in improved scavenging.
Warning! When you reach this point of testing your engine, you must be absolutely sure that you do not exceed the safe RPM for the propeller specified by the manufacturer. This varies according to the material and design.
Cylinder Design and Manufacture

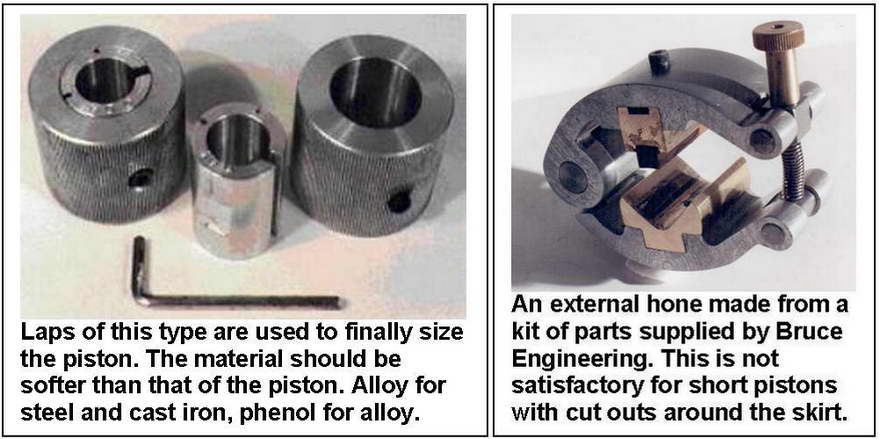
 An important aspect of cylinder design is its structural integrity; it must not distort excessively when assembled. The position of the clamping face can have a significant effect when the cylinder bolts are tightened. All ED cylinders of this type were ground with a relief in the bore below the ports prior to honing. A ground piston was then selected for each cylinder that just entered the upper cylinder. Finally, a few strokes with a lap perfected the fit. For further information on this subject, see my book Model Engine Mechanics. In the case of the Super Fury, I increased the upper cylinder wall thickness over that of the Fury. The outside diameter of the exhaust flange was increased and cut away slots added to the flange to align with the cylinder screws. This ensured that the clamping force was applied in the correct location. The lower cylinder profile was modified to improve gas flow and the maximum diameter reduced so that it was a free fit into the crankcase bore to avoid distortion due eccentricity.
An important aspect of cylinder design is its structural integrity; it must not distort excessively when assembled. The position of the clamping face can have a significant effect when the cylinder bolts are tightened. All ED cylinders of this type were ground with a relief in the bore below the ports prior to honing. A ground piston was then selected for each cylinder that just entered the upper cylinder. Finally, a few strokes with a lap perfected the fit. For further information on this subject, see my book Model Engine Mechanics. In the case of the Super Fury, I increased the upper cylinder wall thickness over that of the Fury. The outside diameter of the exhaust flange was increased and cut away slots added to the flange to align with the cylinder screws. This ensured that the clamping force was applied in the correct location. The lower cylinder profile was modified to improve gas flow and the maximum diameter reduced so that it was a free fit into the crankcase bore to avoid distortion due eccentricity.

The height and width of the ports was also increased. The original ports were cut using a pair of slitting saws 0.047 inches thick. For the Super Fury, this was increased to 0.062 inches. See revised timing and BHP - Induction close timing may be extended to 50 degrees ATDC without sub piston induction the performance curves reflect this situation. For my replicas I obtained some very good quality saws 1.5 inch diameter with side clearance from Tracy Tools. The result was the best cut ports that I have produced no deburring was required - a very worthwhile investment. Port width is critical with this scavenge system it is possible to observe the burn pattern by the formation of carbon deposits on the piston crown. The width of the pillars between the ports can be reduced locally using a Swiss file to minimize the sharp edge orifice effect. This will provide a substantial increase in power output with this cylinder type. Care must be taken not to reduce the pillar cross section to less than that of the cylinder fixing screws. This modification is not shown on the cylinder drawing because the amount needed will depend on the applied cutter diameter and desired performance.
Cylinder Heat Treatment
This type of cylinder can be easily broken due to unsatisfactory heat treatment and/or clamping of the exhaust flange. It is not essential to produce an exceptionally hard cylinder bore. Quenching in oil is recommended as water quenching can be too severe. An alternative to this is to let down the cylinder hardness below the exhaust flange to approximately 58 Rockwell C. The original cylinders were also ground below the exhaust flange to minimize any stress due to clamping or distortion.Piston/Cylinder Fitting
 Piston fit within the cylinder bore must be perfected to ensure satisfactory engine operation. Generally speaking, the thermal characteristics are more critical than compression or ignition loadings. Structurally, some designs may suffer from assembly distortion. The cylinder clamping bolts distort the cylinder around the radial exhaust ports. The 3mm socket screws are significantly stronger than the original 6BA items so take care not to over tighten them on assembly—use a screw driver type Allen key. The thermal expansion rates of the piston and cylinder can have a marked effect on performance. The most commonly used combinations are cast iron pistons running in hardened steel liners, or low expansion aluminium alloy pistons which run in either brass or aluminium alloy liners. The latter require hard chrome or nickel plated bores.
Piston fit within the cylinder bore must be perfected to ensure satisfactory engine operation. Generally speaking, the thermal characteristics are more critical than compression or ignition loadings. Structurally, some designs may suffer from assembly distortion. The cylinder clamping bolts distort the cylinder around the radial exhaust ports. The 3mm socket screws are significantly stronger than the original 6BA items so take care not to over tighten them on assembly—use a screw driver type Allen key. The thermal expansion rates of the piston and cylinder can have a marked effect on performance. The most commonly used combinations are cast iron pistons running in hardened steel liners, or low expansion aluminium alloy pistons which run in either brass or aluminium alloy liners. The latter require hard chrome or nickel plated bores.

Production of the required cylinder bore is similar whatever material is used, although porting may affect the final finishing process. To ensure satisfactory starting, the bore must be as near perfectly round as feasible. Less than 0.0002 inch error should be measured using a bore gauge. Tapered bores giving a squeak tight fit over TDC when new are employed to minimize wear and enhance performance. For small capacity engines of 1 cc or less, no gas leak should occur once the exhaust port has closed. In this case, the bore is bell shaped rather than a straight taper. Piston travel in small sizes is so limited that tapers used on larger motors may cause starting problems. For the Super Fury, a taper of 0.0002 to 0.0003 inch should be satisfactory .


What must be clearly understood is that the cylinder bore must be fully finished and checked for accuracy before any attempt is made to fit a suitable piston. This requires either a bore gauge, or at the very least a plug gauge. A quality bore gauge can verify roundness, taper and size. There are two basic types as seen in these photos. One has a spherical tip (right), the other makes contact at three points (left). Checking for roundness can be difficult with the latter. But do not underestimate the value of such a device.
A tight fitting piston will not overcome cylinder errors. There should be only sufficient tightness to work harden a cast iron piston. If the cylinder is not perfectly round, then a satisfactory piston fit can never be achieved. The big problem is that it is virtually impossible to check where the ports are. The cylinder will distort at the ports on assembly due to clamping pressure. Extra clearance at port level can be provided to compensate. A further snag is that grinding does not normally produce a round cylinder. There are hollows up the bore due to differential loading of the grinding wheel. Extremely light cuts must be applied (less than 0.001") to minimise this problem.
For case hardened steel liners, a satisfactory bore is produced as follows.
- Finish bore 0.006 to 0.008 inch undersize using a boring bar. It is unlikely a suitable reamer will be available or produce an accurate bore with an adequate finish.
- Following case hardening, the bore is ground undersize 0.001 to 0.002 inch on diameter. Relieve bottom of bore during this process by adjusting grinding and reciprocating travel. This system will produce a round bore with the desired taper which can be measured using a bore gauge.
- Finally lap bore to desired size and finish. Alternatively a Delapena type hone can be used at this stage. As these devices tend to follow the existing bore shape, the grinding operation cannot normally be omitted.
Note: The cylinder life is enhanced when this is hardened, but if you do not have grinding facility, it is much more difficult to achieve the required piston fit if the cylinder is distorted during the heat treatment process.
WestonUK spares.
The 1970 cylinders and cooling jackets will not interchange with the original engines as the cylinder bolt PCD has been increased. The cylinder assembly may be modified by adding the original cylinder location slots however this may distort on assembly. These cylinders may also fail due to excessive hardness (see cylinder heat treatment). To apply the cooling jacket and cylinder without modification would require a modified crankcase. The larger cooling jacket diameter compromises a drop in inverted installation in a team race model hence this is not a preferred option.The Cooling Jacket
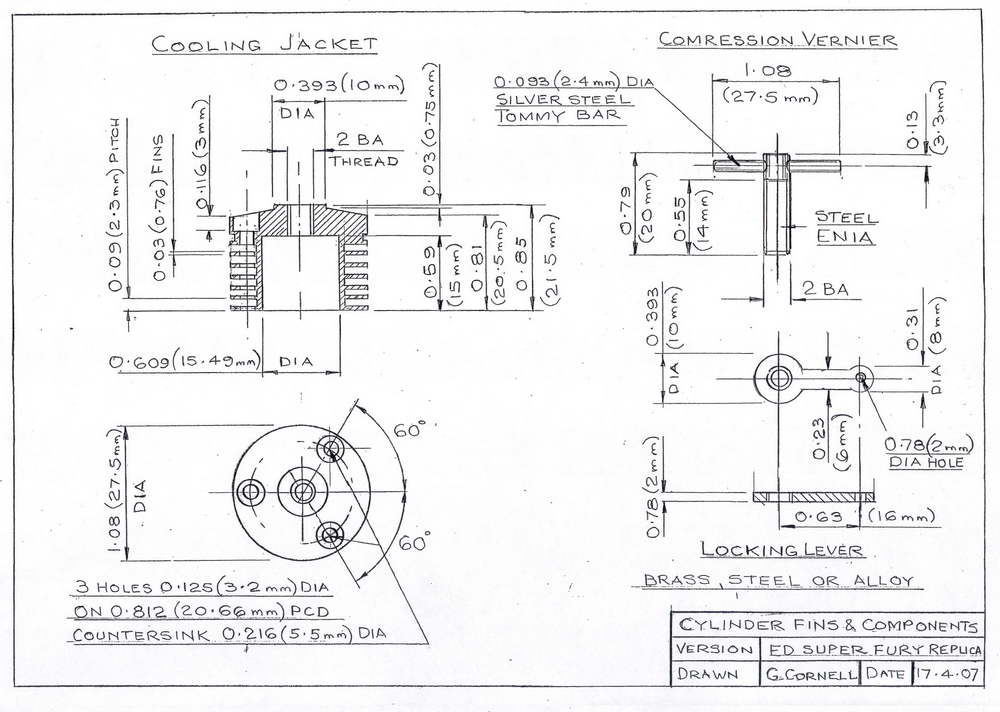 The cooling fins for a cylinder can be integrated or produced as a separate item. By separating these it is possible to produce both air and water cooled versions. If the fins are integrated with the cylinder and a separate cylinder head applied, then there is a possibility that this will be distorted by the fixing screws. An integrated cylinder must be extensively tested before production commences.
The cooling fins for a cylinder can be integrated or produced as a separate item. By separating these it is possible to produce both air and water cooled versions. If the fins are integrated with the cylinder and a separate cylinder head applied, then there is a possibility that this will be distorted by the fixing screws. An integrated cylinder must be extensively tested before production commences.
Compression Adjustment
In a racing environment it is essential to maintain the optimum compression ratio. Adjustment is provided by a screw jack. Normally, this will retain a setting, however there are some circumstances when this may not be the case. In the case of the Super Fury when operating on very high RPM, the jack would back off. The action being like that of a wheel nut gun - hence a locking lever was provided. For most applications this is not an essential item.Backing off varies according to the damping characteristics of the contra piston fit. This is made from steel as per the cylinder, because the coefficient of expansion are the same it should remain a tight fit in the cylinder as the engine reaches operating temperature. If backing off occurs, it implies that either the material or fit is unsatisfactory. For correct operation, the screw jack thread should be a close fit in the cooling jacket, and the finer the pitch the better it will function.
The next part deals with the crankshaft and associated components. The engine mechanical efficiency depends to a significant extent on the quality of these components. Constructors can make or purchase these items.




This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org