Engine Design for Beginners:
The Owen MATE DIY 2cc Diesel
Last update: Feb, 2007
Click on photographs to view in more detail

In 1989, Australian David Owen released a complete kit for an engine targeted specifically at first-time constructors. Called the MATE, David's design used an unusual approach for the crankcase. David had produced an extrusion die and had a length of 6061-T6 aluminum bar produced in the cross sectional shape of the embryonic case. This concept is eminently practical, being used by Cox to produce their range of small engines.
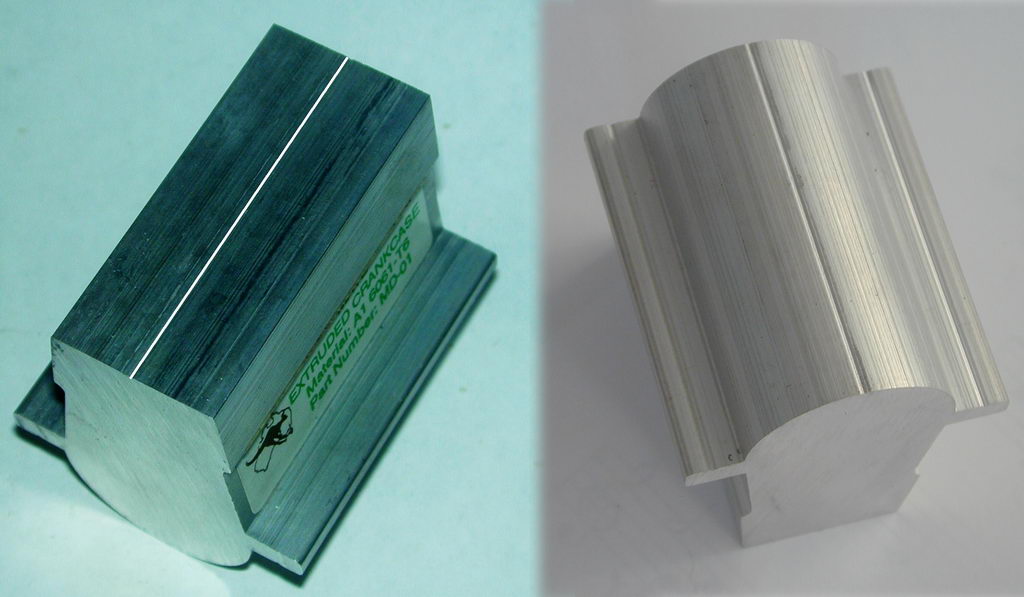
As he had total control over the project, David designed his die to produce alignment marks on the top and bottom of the bar so that a perfectly aligned vertical reference line could be scribed between them (I've re-touched the top score mark in the photo here as it was not showing up well; it is the same size as that visible on the curved, lower surface). A horizontal line connecting the bottom of the engine lugs would then precisely locate the axis for the crankshaft. To further assist marking out, light scores on the bottom of the engine lugs gave the lateral location of the engine mounting holes.
This approach certainly simplifies marking out—frequently a difficult task on a casting—and the extrusion is simpler to setup for machining than a casing. In addition, the extrusion has a very smooth surface and will be fully homogenous, so will not prone to defects due to porosity, blow holes and impurities that can bedevil the best back-yard foundry work. The down-side is that there is more work to be done, with more opportunities for making an error, not to mention the up-front cost involved on David's part.
Design wise, the MATE represents the Golden Era of diesel design: front rotary valve with peripheral Oliver style porting using a cast iron piston in a steel (12L14) liner. The 1040 steel crankshaft runs in a C-932 bronze bush. The conrod is from 2024-T3 aluminum; other aluminum parts are 6061-T6.
{kind=link}
Screw cutting is required for the backplate (and strongly recommended for the crankshaft thread, although the thread may be finished with a die). Milling is required to produce the transfer passages in the crankcase and the ports in the cylinder. These latter also require a that you have a rotary table for your mill. The rest of the engine is straight forward; the NVA incorporates a seat and is archetypical, making an ideal "Universal" assembly for other projects.
David produced very comprehensive machining instructions for distribution with the Mate kits and has kindly given Model Engine News permission to reproduce an updated version of them to accompany the engine plan which was redrawn for inclusion in the Motor Boys Plan Book. The techniques David devised to machine components anticipates all the sorts of things that he knew would represent potential pitfalls and problems for the beginner. His construction sequence assures that minor errors hitting a dimension on one part can be corrected for in the subsequent part(s). Click here for the Mate Machining Instructions Index.
Like most home-constructed engines, no MATE parts are heat treated. The instructions are very up-front about this and warn that the engine life will be measured in hours (principally piston wear, and pistons can be replaced). While this sounds short, an engine in a sport control-liner will get three or four five minute runs for a few weeks of the year, so the life will most likely be several flying seasons.
If you'd like to tackle a Mate, buy our book from the AMA and read the instructions on-line. The 6061 extrusion has been all cut up and sold, but a case can be milled from a solid block, or cut from plate using Electric Discharge Machining (EDM) as described in the December 2005 issue of Model Engine News. A construction article by a builder appeared in SIC magazine, issues #26, 27, and 28. Back issues are still available at this time (December, 2005).
![]()
Back to the Model Engine News Home Page
Please submit all questions and comments to enquiries@modelenginenews.org