Constructing a Kiwi
When Nick Jones decided to build a Kiwi, he concluded that the available castings did not meet his standards so decided to learn the art of geern sand casting and patternmaking as well. His results are more than satisfactory, as testified by the photos below. What especially tickled me was his source of alloy: deceased BMWs no less (which he obtains from a friendly facility). The other nice touch to his crank case is the engraved KIWI, as opposed to the more common, cast-in, raised lettering. The first batch of photos below show his completed crankcase. Nick has not quite decided if his engine will evolve into the water-cooled, or the air-cooled variant. I'm pushing for the air-cooled one, and if more photos arrive, they will appear here.
September 2004
 Photo 1
Photo 1
|
 Photo 2
Photo 2
|
 Photo 3
Photo 3
|
 Photo 4
Photo 4
|
 Photo 5
Photo 5
|
 Photo 6
Photo 6
|
 Photo 7
Photo 7
|
 Photo 8
Photo 8
|
 Photo 9
Photo 9
|
 Photo 10
Photo 10
|
 Photo 11
Photo 11
|
 Photo 12
Photo 12
|
 Photo 13
Photo 13
|
 Photo 14
Photo 14
|
 Photo 15
Photo 15
|
October 2004
 Photo 16
Photo 16
|
 Photo 17
Photo 17
|
 Photo 18
Photo 18
|
 Photo 19
Photo 19
|
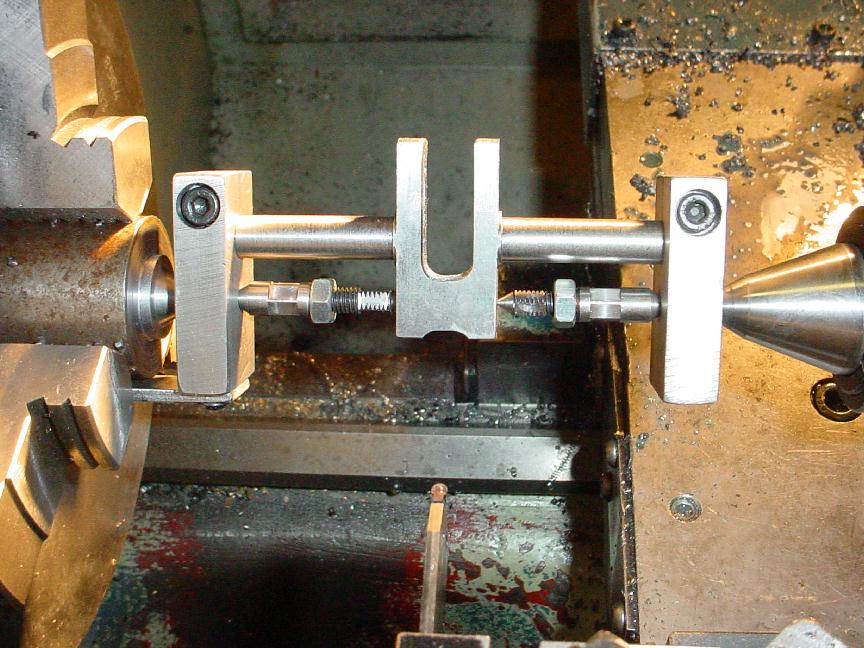 Photo 20
Photo 20
|
 Photo 21
Photo 21
|
 Photo 22
Photo 22
|
 Photo 23
Photo 23
|
 Photo 24
Photo 24
|
 Photo 25
Photo 25
|

Photo 26 |
 Photo 27
Photo 27
|
November 2004
 Photo 28
Photo 28
|
 Photo 29
Photo 29
|
 Photo 30
Photo 30
|
 Photo 31
Photo 31
|
 Photo 32
Photo 32
|
 Photo 33
Photo 33
|
 Photo 34
Photo 34
|
 Photo 35
Photo 35
|
 Photo 36
Photo 36
|
 Photo 37
Photo 37
|
 Photo 38
Photo 38
|
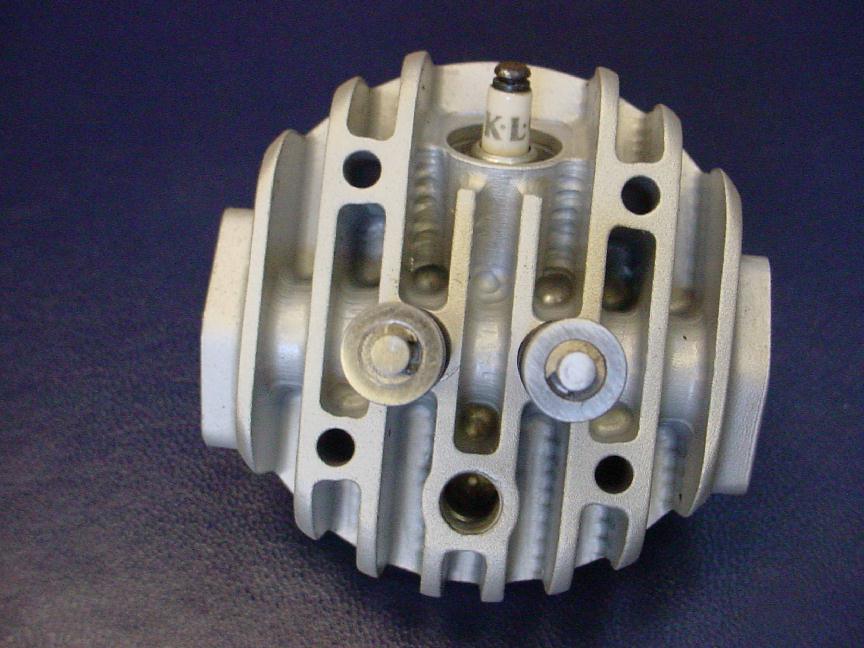 Photo 39
Photo 39
|
 Photo 40
Photo 40
|
 Photo 41
Photo 41
|
 Photo 42
Photo 42
|
 Photo 43
Photo 43
|
 Photo 44
Photo 44
|
 Photo 45
Photo 45
|
 Photo 46
Photo 46
|
 Photo 47
Photo 47
|
 Photo 48
Photo 48
|
 Photo 49
Photo 49
|
 Photo 50
Photo 50
|
 Photo 51
Photo 51
|
 Photo 52
Photo 52
|

Photo 53 |
 Photo 54
Photo 54
|
 Photo 55
Photo 55
|
In making the rings seen above, Nick drew on the collected wisdom on the subject by contributors to SIC and his own lresearch into possible material choices. I think what he has to say on the subject is worthy of note:
You're right about SIC 7 and also Bruce Satra's article on rings in a later issue which drives the matter home. I think Bruce was inspired to try narrow rings because of Trimble's work. I was a little uncertain as to which type of Cast Iron to use. I've done lots of research and am now more confused ! Most builders say "Meehanite" but this can be one of many grades or types of Iron. From his calculations it's clear that Trimble must have used one of the Spheroidal Graphite grades (also called S.G, nodular or ductile iron) to achieve his theoretical wall pressure and installation stress. (Perhaps Meehanite SP600). At 43 tons this material has around double the tensile strength of centrifugally spun "flake iron" (also known as Meehanite GD250 or Grade 17 or 17 ton iron). The maximum wall pressure you can get from this grade is about 25psi. If you are lucky you might drop on some Meehanite GA350 which is the best grade of flake iron and slightly stronger at 23 tons but nowhere near the strength of SG iron and I can't find a supplier in the UK.
So far everything is clear and it looks like S.G. iron is definitely the way to go until research on the net tells us that "Like steel , ductile iron is not compatible with cast iron cylinder walls so it must be coated with either chrome or moly, or nitrided." Steel or ductile iron is now used for automotive rings because the rings can be closer to the top of the piston and will not break if there is detonation. (Although many aftermarket rings are still Flake iron). There is another problem with ductile iron, it's heat transfer properties are poor compared to flake iron (36 watts/m2 instead of 46 watts/m2) and we need the rings to transfer heat away from the piston crown.
Most MICE builders seem to be either unaware of, or ignoring all this and are using S.G. iron solely because of it's high tensile strength and ductility. Perhaps S.G. iron is ok for the amount of hours our engines run. You might remember some articles in SIC by Albert Hutton about his 4 cyl Olympus racing engine. This ran at 22000 rpm and wore the rings rapidly resulting in a substantial power loss. He didn't say what grade of iron he was using but in a much later update said he had solved the problem by flash chrome plating the edge of the rings. I can't help wondering if it might have been SG iron and if that was this the reason for the rapid wear. At the moment I am sticking to Grade 17 flake iron because I know it will work!
![]()