Feeney Construction Log Page 7:
Cams and Camshaft.
![]()
- Deviation from the Plans
- Planning
- Milling the Cams
- Phasing the Cams
- Timing the Engine
- Pushrods and Tappet Clearence
- References
Deviation from the Plans
The Feeney camshaft design is rather unusual and in my humble opinion, provides almost infinite opportunity to generate undesired friction if not made and assembled with the utmost precision. Briefly, as drawn, each cam is produced integreal with a shaft stub (one of which has a flat for actuating the points). On the opposite side of the cam is a half-round spline. The angle of these are arranged so that when the splines are mated inside the bore of the helical driven gear, the cams are in the correct relation to each other, and hopefully, the stub shaft ends are also aligned to run truly in the shaft bearings. After the gear is rotated to provide the correct alignment of the cam unit at TDC, all three parts are soft soldered together. Well phooey. Life is too short for that.I decided to use a solid 1/4" drill rod shaft with the points cam turned and milled onto one end. Onto this will be pressed two cams to sandwich the gear, the three of which will then be pinned together after being set in the required phase in relation to each other and the shaft. As the inlet and exhaust cams are identical, the two can be produced at the same time using the method described in reference [1] (a more refined one to that described in reference 3).
In the 1938 article, Prof Chaddock says the way to do this appears in ME of October 1, 1936 and unfortunately, I was unable to track down this issue. The Jenkins SIC article [1] provides a way of calculating the lift applied to a tangential ("mushroom") follower at any angle, given the cam design parameters of base circle diameter, flank radius, total lift, and operating angle. Given the lift, instantanious velocity at various angular positions can be calculated for a specific RPM. And given these, the acceleration can be derived. Jenkins provides the equations for the lift, and a BASIC (ugghhh!!!) program to apply them and derive the velocity and acceleration. SIC was essentially a one man operation, RAW being editor, proof-reader, and compositor. Mistakes are therefor not unknown and one crept into the equations. These can be corrected from any undergarduate reference text such as [4], or by reverse engineering the program.
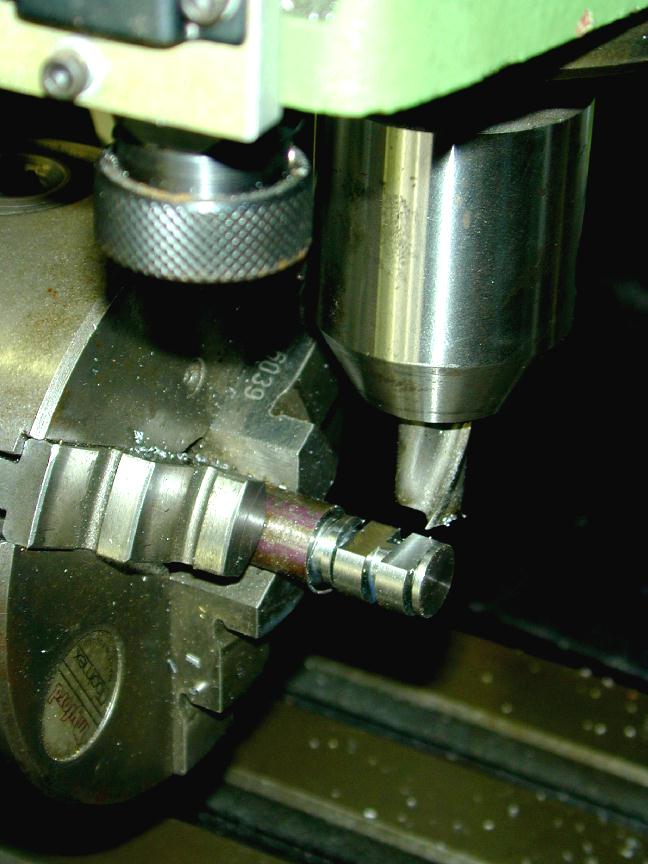
I did the latter and hopefully did not suffer too much permanent brain damage (academic purist joke My cams will have a flange at one end that will be used to simplify drilling the hole that will key the cams and gear together. This photo shows the finished blank. From right to left are: Flange, just smaller than the diameter of the driven gear at the dedendum of the teeth. Base circle diameter spacer to: Cam blank, just larger than the cam requires. Gap for parting off cam segments, then the same sequence, reversed.
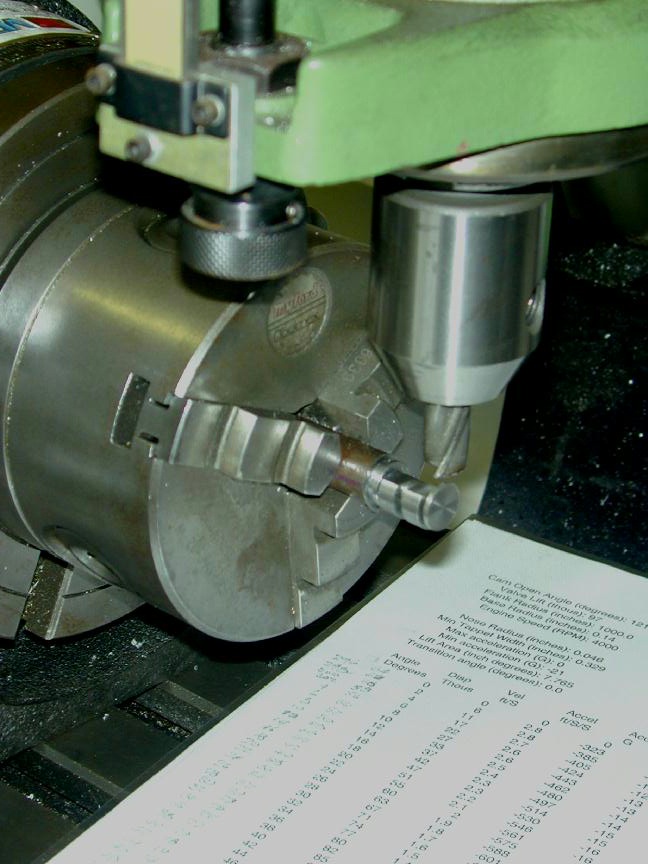
By good luck, more than good management, a 1/2" slot-drill bridges both cam blanks. The lift table created by the program has positioned the point of maximum valve lift at 'zero' degrees, so we'll start by setting the rotary table at 180 and zeroing the vernier dial on the handle. Now mill down taking 0.030" slices until the cutter just kisses the "base circle" witnesses. At this point, zero the quill downfeed micrometer dial (or DRO) so it can be used to read "lift" directly.
With the mill turning at high speed, wind the cutter clear of the work, and rotate 2 degrees (one half turn) to 178 degrees. Wind the table out, then in, clear. Unlike the first cut, the amount of metal removed is miniscule. Continue like this until reaching the first point where the valve lift column has a non-zero value. From now on, we'll have to raise the quill to the next figure before taking each cut until the zero point is reached. I found that if a little friction was applied with the table locks, it was not necessary to tighten these to take the cut. Try not to overshoot the 2 degree rotations to avoid going into gear backlash territory.
After zero, the quill will be lowered progressevly before each cut until we come "off the cam" and the lift is zero again. Then continue around until the table returns to 180 degrees and we're done! The process is simple and results in a surprisingly smooth curve, but requires intense concentration. Using the a ruler to 'underline" the cut about to be made helps keep track of where you are in the table. Cross checking between the angle in the table against the value opposite the rotary table pointer can also help in the case of a missed stitch.
The cam is obviously composed of a sequence of tiny flats. With the work back on the lathe, a fine Swiss pattern file can be used to smooth out the minute ridges (you'll need magnification to see them). Then the blanks can be drilled thru for the cam shaft. I found that drilling 15/64", and following up with a 1/4" 4-facet sharpened drill results in a hole that is a press fit on 0.250" diameter drill rod. Alternately, you can ream. The two cam blanks are then parted off. Try not to loose them amongst the swarf in the lathe tray.
Here's the cam shaft parts ready for assembly, together with a pair of experimantal cams to the top. These were made with an actual flank radius that required reducing the nose radius resulting in a very pointy cam. They also lacked the flange for pinning. The ones below are to the Feeney drawings. The flanges that will sandwich the gear are clearly visible. The point cam on the end of the cam shaft can also be clearly seen.
The photo shows the assembled cam/gear/cam stack. The fit is tight, requiring a sleeve drilled for a loose fit on the shaft and a hammer to ram them into place. That is much better than loose fits. The initial position of the cams in relation to each other and the points cam flat can be eyeballed as we will set it exactly right in the next step.
With a bit of juggling and a set square, the stack is gripped with the cam flat vertical and the table reading 90 degrees. A plunger type DTI point is rested against the cam closest the point cam (the inlet cam), then the table is turned to find the point of highest lift. We want this to occur 15 degrees before the flat reaches the down-facing horizontal. It won't, so figure which way it needs to turn, remove the stack and turn the cam in relating to the shaft using small shifting spanners to hold both and twisting. After a couple of rounds of this, I had the correct alignment. Next we zero off the inlet cam, then move the DTI over to find the exhaust peak. It needs to be 120 degrees away from the inlet, phased so the exhaust is lifted before the inlet when he engine is turning in the normal direction. Again, apply torque with a shifter on the cam and another on the cam shaft (or grip the latter in the vise soft-jaws). It all sounds a bit agricultural, but it worked well and easily for me.
After the cams are phased, the gear needs to be positioned so that when the crankshaft is at the TDC point, the cams are providing equal lift to both tappets. This is harder than phasing the cams as inserting the camshaft to mesh the helical gears is like screwing on a left handed nut. With perseverence, it can be achieved though. The gear stack is given an extra press at this point to secure the gear and a hole is drilled thru cams and gears opposite the side where the cams reside. The hole should be sized for the press-fit of a 1/16" music wire pin, or 1/16" roll-pin if you have such a creature in the hardware box.
I did not case-harden the cams, nor harden the tappets. I suspect case hardening of the cams would be a good idea. I may yet do this as the indexing hole would allow disassembly and reassembly, provided the gear face nearest the points cam is marked. Phasing to the points cam would have to be done again, but that's no great drama.
These photos show the same thing. One was taken with a flash and is a bit over-exposed. The other, taken without, confused the camera's auto-focus. I've included both as somewhere between the two of them is an adequate shot of the cam stack inserted in the case showing the exhaust cam about to start lifting its tappet. The cam cavity cover with pressed in bearing can be seen in the background. The thrust applied on the tappets by those little hair-pin valve springs is remarkably high, and turning over the engine without this bearing in place visible deflects the shaft—not good.
The valve push rods are simple lengths of 1/16" music wire with the ends rounded. The plans make no mention of the required tappet clearance. Obviously some is required otherwise as things hot up and expand (most notable, the valves), the geometry will result in the valves being left slightly open, probably causring the engine to stop. With some judicious dressing, the rods are trimmed to give about 0.004" of clearance between rocker and valve stem with the valve closed. As this results in a most definite fit of each rod as inlet, or exhaust, I heat blued the inlet rod for identification purposes. I now looks so good, I want to do the other, but then I'll need another way of distinguishing which is which!
That's it for cams and engine timing. The machining was remarkably easy to acomploish and the results are very rewarding. Turning the engine over and watching all the little things go up and down is at least as mush fun as flipping a well fitted diesel through compression, maybe even more so!
This reference list is not intended to be exhaustive, but nor is it totally constrained to the foregoing text. It does however omit references I researched that required building a cam grinding machine, although I have included references [5] and [6] which deal with making the master cam required by such beasts.
References [1] and [3] describe the manufacture of cams using a table of angle verses lift by milling. Ref [1] gives the math for calculating lift from the cam parameters and a program that will calculate tables of angle verses lift, velocity, and acceleration. Reference [2] explains what these tables mean in terms of performance and valve spring rates.
Ref [7] gives an alternate way of producing cams that appears to echo the "nibbling" method described by ET Westbury for his Sealion design. Ref [8] critiques this method and the Westbury/Chaddock figures given for the Sealion cam, then proposed Yet Another Way of milling master cams. If you decide to follow this one, be warned that an Errata appears in Vol 6, No 34, page 35.
Ref [9] contains a chapter on cam/follower properties as they relate to valve spring design. Equations for acceleration of the valve gear are provided for flat and curved flank cams. These are "reprinted by permission" from Diesel Engine Design (1950) by one TD Walshaw—who happens to be the "real" identity of the author of the reference in question!
Finally, ref [4] is typical of the treatment that can be found in any undergrad engineering text. These can often be picked up for a song in second-hand bookshops near any campus. Such treatments consider tappet geometry in more detail than [1] which is constrained to the fully tangential variety. Incidentally, the program [1] will also calculate the minimum tappet diameter to ensure fully tangential operation, while [2] analyses and critiques the cam/tappets used by several Westbury designs and LC Mason's Mastif (which earned the author a strongly worded flame from Mason's heir in the "Smoke Rings" section of a following issue of ME!)
Back to Feeney Journal front page Planning
Bob Washburn's Strictly Internal Combustion magazine (SIC) is a wonderful resource. Over the years, its pages have described at least three cam grinding machines and at least two different ways of milling cams in minature. If you don't have them, it is practical today (2004) to acquire a "full" set of SIC—just! Another terrific resource in the Model Engineer which has been published at least fortnightly and sometimes weekly, for over one hundred years. Obtaining a full set of ME is not quite as practical a goal. In 1938, Dennis Chaddock (later Prof. Chaddock) described a method of producing cams by successive tangential milling. The photos and work for this article [3] were supplied by none other than ET Westbury. To achieve this, a table that relates tangential lift to angular position is required.
Milling the Cams





Phasing the Cams

Timing the Engine


Pushrods and Tappet Clearence
References
![]()