Building the Little Dragon Page 3
Click on a photo to view it larger size.
Front Bearing
Front Bearing 1. |
Front Bearing 2. |
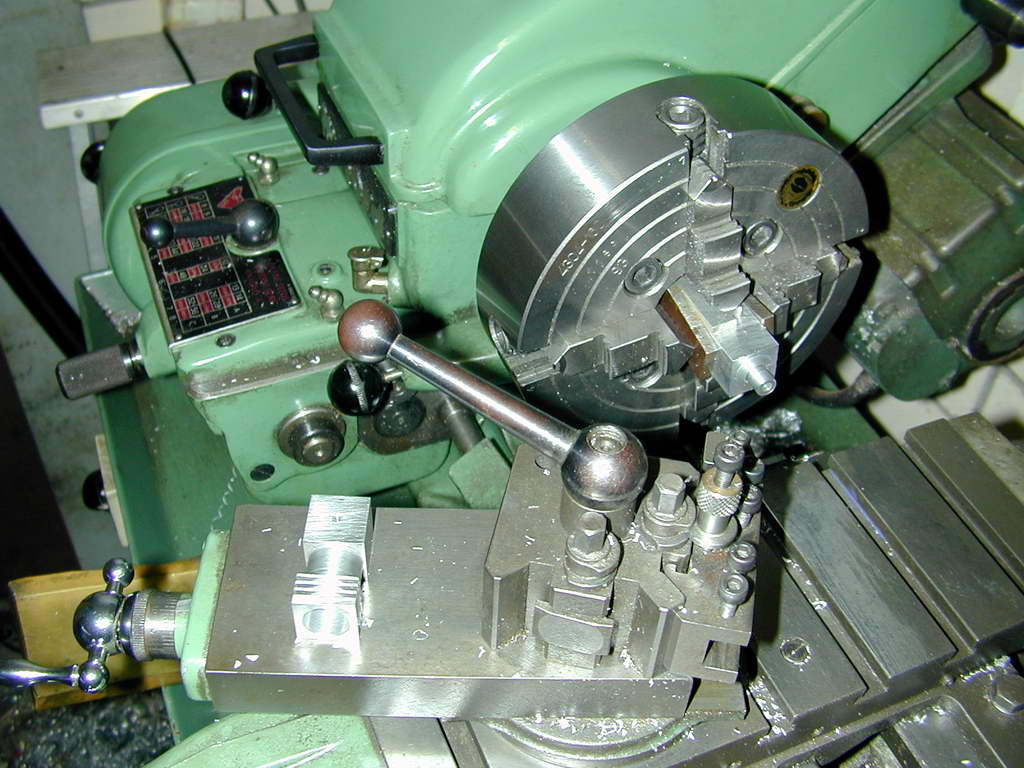
- Your 4 jaw chuck should still be close to centered for 3/4" square bar, so chuck up a short length and re-center as described for the crankcase. Turn down to about 19/32" for 5/16". Now set-over the compound slide by 20° and taper turn for a further length of 1/16". Note how I've rotated the slide in the photo. If I'd gone the other way, the slide crank would have been hitting the lathe saddle. Don't drill for the shaft yet.
- Now part-off (or saw-off) a bit oversize. Chuck on the turned section and turn down to be a close sliding fit in the crankcase bore, leaving a flange about 1/16" thick. It's at this point you discover how accurate you've been when you see how well the flange mates up with the sides and bottom of the case.
You can now center drill and drill 1/64" undersize for reaming the 3/16" shaft bore. By doing this now, we ensure that the bore is on the axis of the spigot that inserts into the case and at right angles to the mounting flange. If it does not precisely emerge in the middle of the front bushing, no big deal; nobody will ever notice.
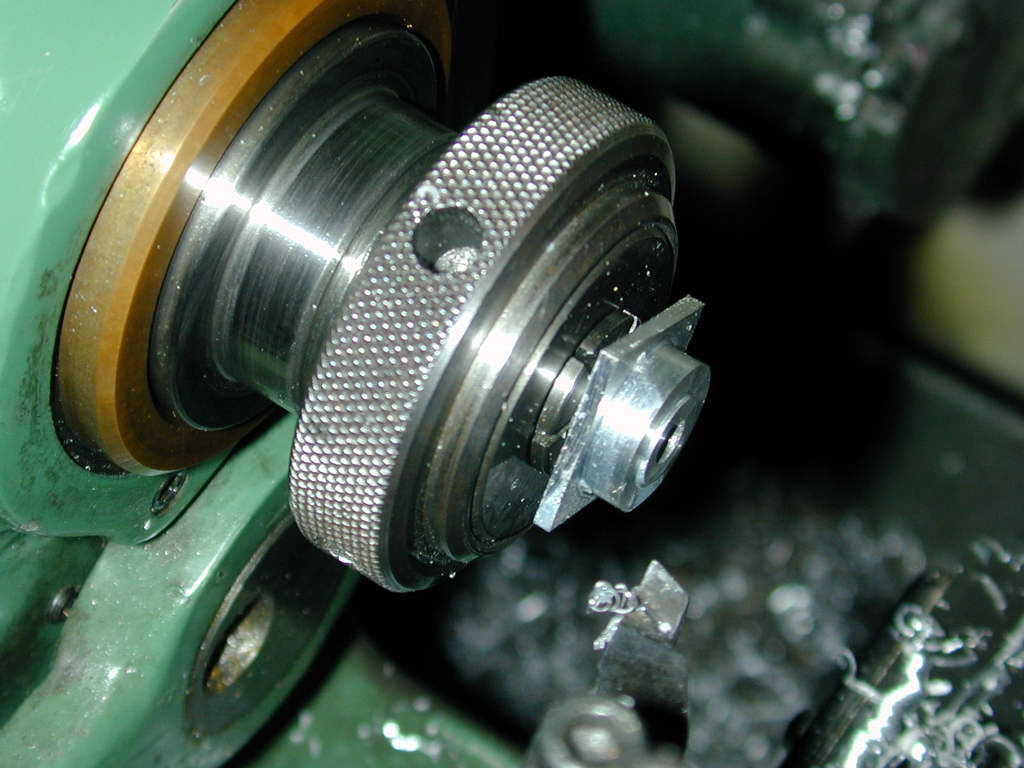
Finally, face the spigot back to 5/32" long, then cut a thrust face as shown on the plans. This reduces friction on the front of the crankshaft and assists oil reaching the bushing.
and a word of warning: the front protrusion is very short, not leaving a lot to chuck on. I used a collet as it gives better clamping without local pressure points like a 3 jaw chuck. A minimal shop is unlikely to have this luxury, so make all cuts on the spigot light ones, especially while the cut you are taking is interrupted (ie, while the square is being reduced to round). Having the tool suddenly snatch the part out of the chuck will ruin your day, and the part!
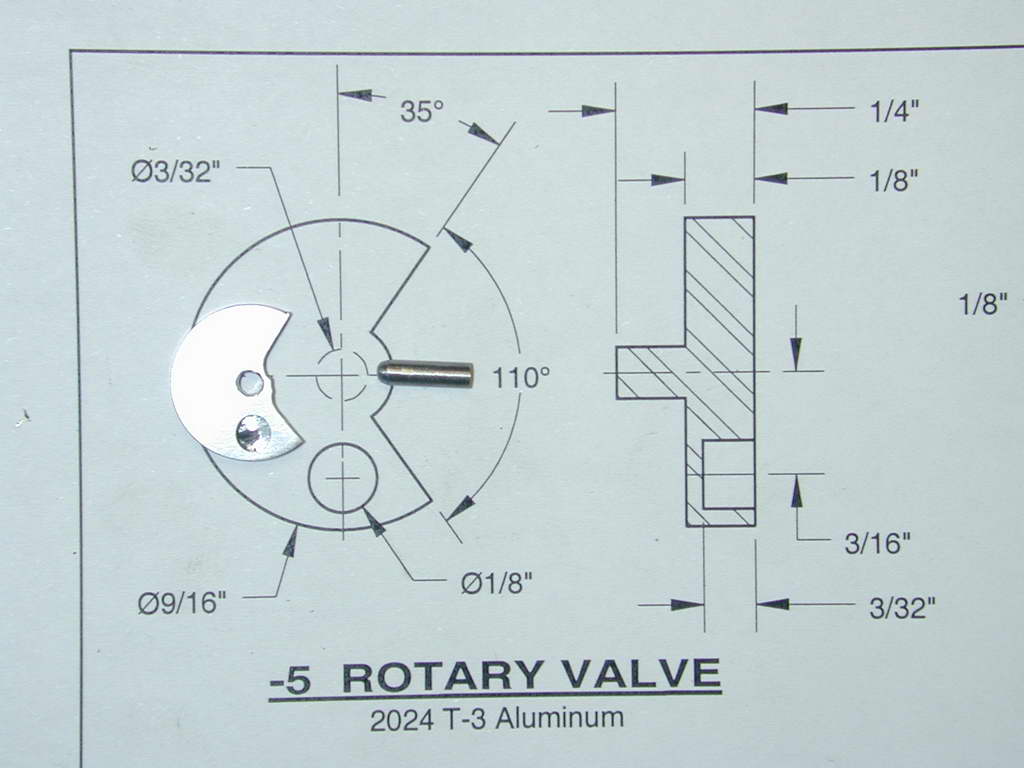
Rotary Valve
There are a number of ways to make this part. I used hi-tech with a rotary table and a mill, but accurate marking out and careful work a needle file in a soft jaw equipped vice would produce the same result.

Rotary Valve 1. |
Rotary Valve 2. |
Rotary Valve 3. |
Rotary Valve 4. |
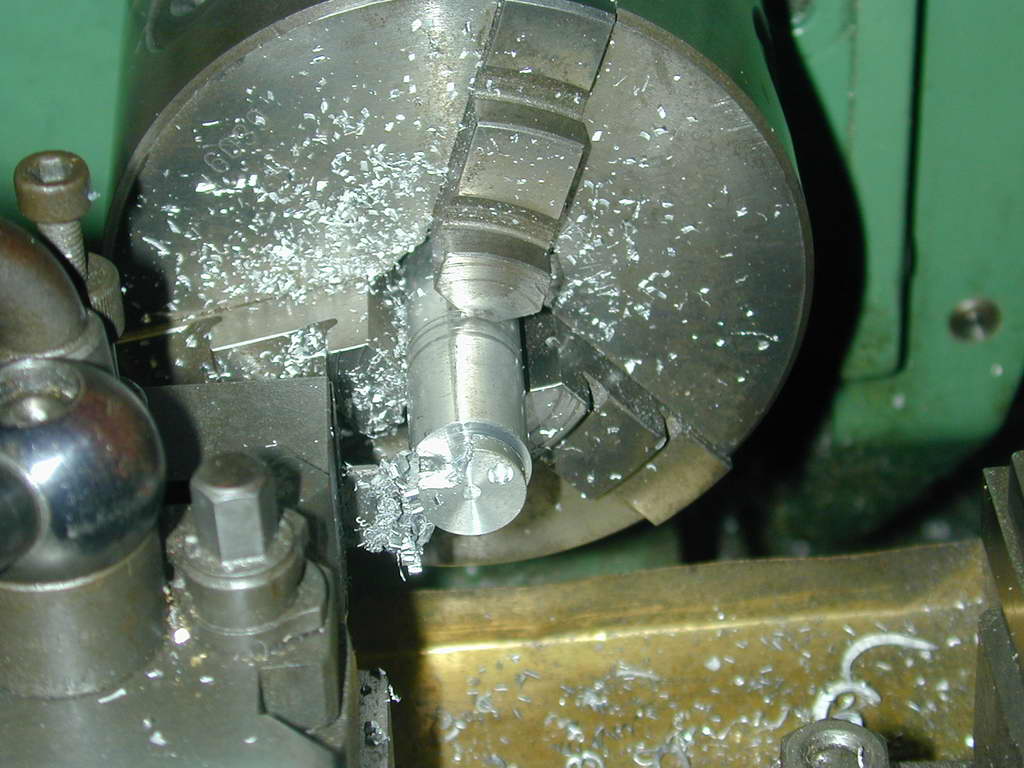
- Here a length of barstock has been reduced to 5/8" diameter, drilled slightly undersize for a 3/32" drill rod pin, and mounted up for milling and drilling. Take care when drilling for the rotor pin drive. Don't drill too deep--this must be a fully blind hole. Also, it needs to align perfectly with the crankpin, or it will bind as the shaft rotates. The easiest way to achieve this is mill a radial slot to take up any mis-alignment, but that requires a lot of equipment. Another way is to use the same jig used to turn the crankpin (see page 4), suitably bushed to center and hold the rotor by its pivot pin.
- With the valve cut, the rotor is parted off 1/8" thick. You have the choice of making the pivot pin integral, or a press fit. The latter is much easier, but it needs to be precisely at right angles to the valve face or it will not seal.
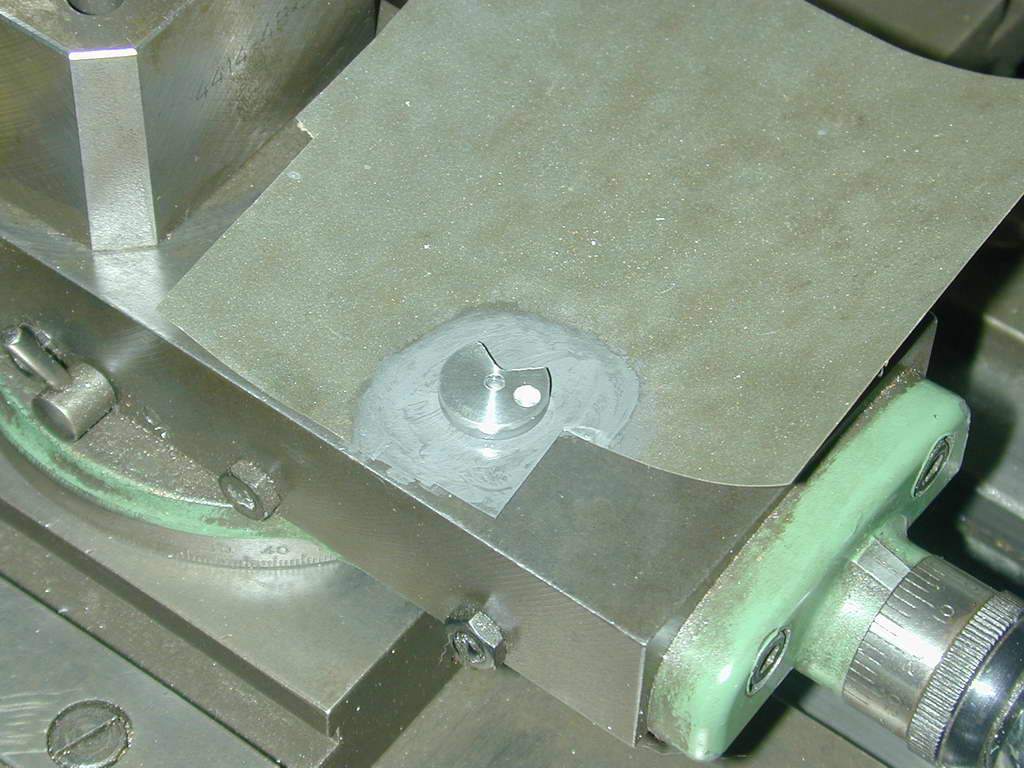
- The advantage I see in the pressed-in pin is we have an opportunity to lap the valve face as seen here. It is rubbed on a piece of 600 grip glasspaper (or finer) with lots of oil using a figure-of-eight motion.
- Photo 4 shows the valve parts ready for assembly. The end of the pivot pin has been rounded to make it easier to assemble into the crankcase. It is vitally important that the pin be normal (ie, right angles) to the valve surface. If it is not, it will probably not provide an adequate seal. The fact that the valve is able to "float", constrained in forward motion only be the crankpin, if not a problem. During the downstroke, the primary compression will press the valve faces together. As the inlet opens 59° ABDC (After Bottom Dead Center), the position of the valve is of no great importance until it closes at 31° ATDC.