Why build an engine? In fact, why build anything, when in America there is inevitably someone doing it efficiently at a competitive price? We have been building engines, models, and even sports cars as a hobby since schooldays and there isn't any simple answer. Part of it is curiosity: conceive an idea and make it work. Part of it is self-satisfaction at having done it and, perhaps most of all, it is discontent with the products one can buy and the desire to make something better.
Most serious modelers have these motives and, in designing the MAN .19, we have striven to allow scope for departure from the basic design in order that the inquisitive may experiment with their own ideas and thereby learn as well as accomplish. We thought hard and long about the form this engine should take. Piston-cylinder fits are tricky in the small sizes and large engines are less popular. A .19 seemed a fair compromise. It seemed logical to fill a spot at present vacant among the commercial sizes and, although there are many good .19 glow-pluggers, there is no home-produced diesel of this size. Upward from this displacement, the advantages of compression ignition are less apparent and using the borderline size offers a good excuse for making an alternate glow head and investigating the performance merits of each version. Carrying curiosity a stage farther, we have provided for two different carburetion set-ups: disc valve and reed valve, so that again the merits of each can be established for diesel and glow in this particular size.
Above all, the design is based on proven concepts, dimensions and materials, is simple and straightforward to construct, is unusually compact and rugged and, in all its forms, is a very hot performer. Weight runs around 5 oz and power of the simplest version is about .35 bhp at 13,000 rpm. The hottest variety will hit close to the magic 1/2 hp.
Since the brave souls who tackle this project will have a lot of laborious lathe work and filing ahead of them, both of which are conducive to dark and bitter thoughts and doubts, it is perhaps advisable to give some reassurances.
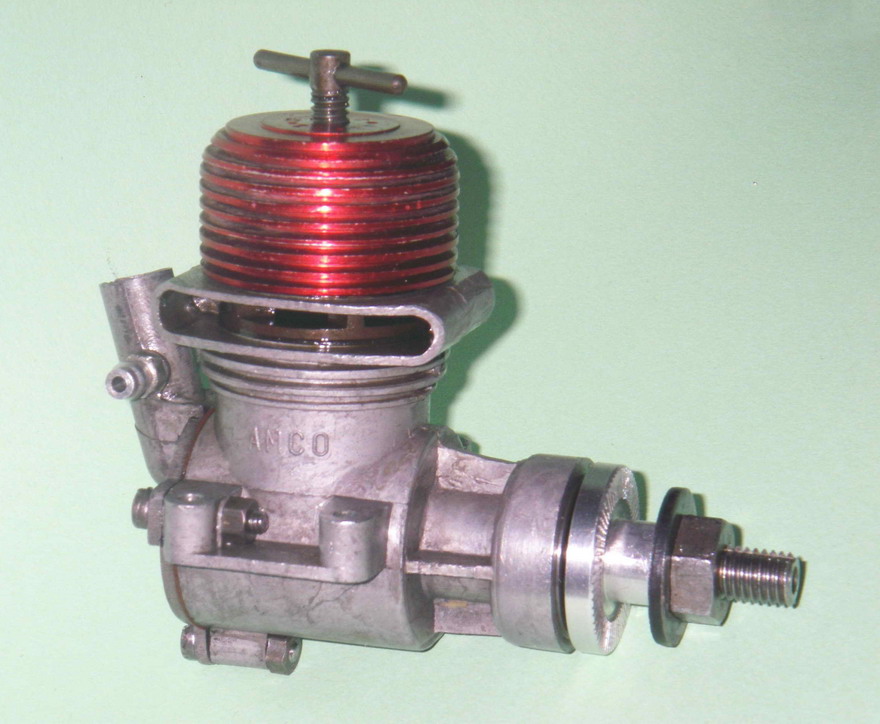
The ball bearing Amco 3.5 Diesel, designed by the author in 1950, was a development of the plain bearing 3.5 designed in 1948. Many thousands were, and still are, manufactured and, dare we say it, are notable for very high output, light weight and extreme compactness. The ball bearing type was also has outstanding flexibility and startability and, when properly made, extreme durability. The MAN .19 in its ultimate form, which you will help decide is, in a sense, the Series III version, embodying all the improvements that have become evident since 1950 and all the satisfactory features proved by modelers since appearance of the prototype in 1948. In short, you are not going to sweat over a shot in the dark; if you build it to the drawings and description, you are sure of satisfactory results.
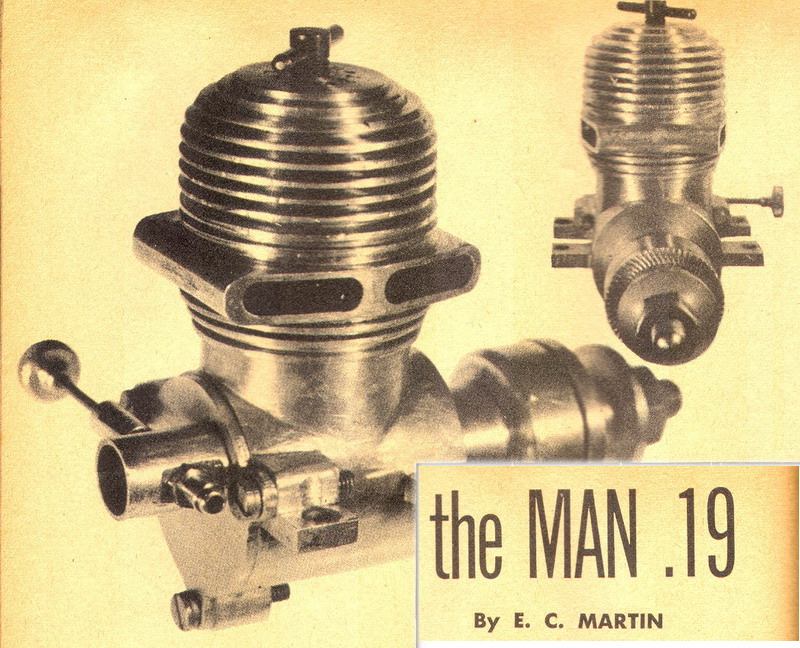
The accompanying illustrations have given you an idea of the layout and a few words of explanation will help to persuade you to have a crack at it.
The vital dimensions are large enough for a normal .29 but, if we are miserly with waste space and similar considerations, the weight is still satisfactory for a .19, and over-all size is close to the minimum possible. In this case, this means high efficiency and extreme rigidity. Large ball bearings are used of a size easy obtained and the front bearing is large even by .29 standards for reasons to be explained. A 1/4 in. threaded shaft is used for obvious reasons. No threads are used on the cylinder liner and no end-to-end clamping pressure employed. This simplifies construction and minimizes distortion. A standard needle valve unit is employed because it is a waste of .time making one when such a variety of types is available and an unusual carburetor design will be offered as an alternative after the engine construction has been covered. The backplate is attached by screws for disc valve indexing purposes, although the radial location of the alternate reed valve is unimportant.
The exhaust stack is an important part of the crankcase unit, as the head screws into it to sandwich the liner port flange, in similar manner to the Anderson Royal Baby Spitfire.
Prop driver location is by keyways in the McCoy Red Head manner, but for those who cannot get the use of a milling machine, an alternate flatted shaft drive is described.
Mounting is beam type only, although the backplate screws could be used for radial mounting. However, to our mind, the beam method is preferable in every way, except for the extra work involved.
The illustrations show the disc valve backplate and carburetor location. On the reed unit, the intake location is optional, as will be described.

Any other points we may have missed will become clear as the work proceeds; meanwhile, you will want to know what materials and. tooling are required. A normally-equipped, screw-cutting lathe having centers 3 in. above the bed is essential. We use a 9 in. Southbend. Desirable is a right angle attachment for the face plate, although a satisfactory substitute can be made from 2 in. angle iron filed true. A bench vise, a hacksaw and a good selection of files are necessary as well as a wire brush for cleaning the files. A drill press will help as well as some means of grinding the piston and contra-piston. Both will save time and effort but may be omitted; we used neither.
Small tools you will need are center drills, a 43/64 in. reamer, 3/8 in. reamer, 1/4 in. reamer, No. 10-32 tap, 1/4-32 tap (for glow head), a good selection of small twist drills and something to drive them; also a hammer, center punch, scriber, steel rule, a small accurate setsquare and a 1 in. micrometer. That, and the will to press on and get it done, are all you require to make this engine. Using knife and fork methods with the above tooling, it took us 32 hours' work to complete the basic engine, which is a great deal less than many of us spend on a scale control line job.
The materials required are listed below. All measurements are in inches, and with the exception of the first item used for the crankcase, include an allowance for scrap.
- Dural bar 2-1/2 dia x 2-1/2 long,
or block 2-1/4 x 2 x 1-3/4 - Dural bar 1-1/2 dia x 2
- Dural bar 1-1/4 dia x 1-1/2
- Dural bar 1 dia. x 1
- Cold rolled steel bar 1/2 dia x 3
- Cold rolled steel 1 dia x 4
- Close grained cast iron or Meehanite bar, 3/4 dia. x 2
- Drill rod, 3/16 dia x 3
- Two ball bearings, any make:
- S3, 3/8 ID x 7/8 OD x 7/32
- S1, 1/4 ID x 3/4 OD x 7/32
You will probably be somewhat astonished at the commonplace materials used—for instance, cold rolled steel for the liner and crankshaft. Contrary to popular belief, a very large percentage of commercial engines employ a similar grade of material very successfully. You can, if you prefer. use a higher quality case-hardening mild steel, but it is not important.
