 |
Westbury Whippet Project: Page 1Click on a photo to view it larger size. |
Building an engine from a set of castings is just a long sequence of small machining steps where the size achieved on one dictates the size required on a subsequent one. We can make it easy or hard for ourselves in the choice of which governs which. In general, it is easer to turn a component to match an existing bore rather than the other way around, so we make the things with bored holes first. The crankcase of the Whippet has a lot of those, so that is where we'll start.
 The Whippet case is a mono-block sand casting, cored out in a rather complicated manner. While the pattern is split laterally down the cylinder axis, there is a large concavity in front of the timing case flange that would prevent the rear half of the pattern from being removed from the sand. This is addressed by building out the pattern in front of the protruding flange to "hide" the concavity, permitting the pattern to be removed. A separate section made like a core is then inserted to re-create the concavity. Add to this the central core which is basically "L" shaped with lumps and we have a rather complex casting.
The Whippet case is a mono-block sand casting, cored out in a rather complicated manner. While the pattern is split laterally down the cylinder axis, there is a large concavity in front of the timing case flange that would prevent the rear half of the pattern from being removed from the sand. This is addressed by building out the pattern in front of the protruding flange to "hide" the concavity, permitting the pattern to be removed. A separate section made like a core is then inserted to re-create the concavity. Add to this the central core which is basically "L" shaped with lumps and we have a rather complex casting.
The two examples received from Hemingway are not perfect, but not awful. As is common with sand castings, there is some registration error on the cope and drag parting line that the builder can choose to ignore, or attempt to file out. As received, the crankcase casting has been presented to the grinding wheel on all the flat faces, then given a fine bead blasting to produce a silvery satin finish that could easily be accepted as the final thing. But as soon as you take a file to them, this finish is disturbed and you will need to re-blast them to achieve a uniform appearance. Some of the other castings have not had the same treatment, so their surface finish is not the same, making further sand blasting for uniformity all the more attractive.

 The alloy used is a bit soft for my liking as evidenced by how quickly it clogs a file, and how easily and deeply the clogged file gauls the surface you are filing! Depending on the alloy, heat treating in a domestic oven can improve the hardness and hence machinability, but it's best not to do this unless you are advised that the material is heat-treatable. I found that even after "chalking" my files, it was necessary to use light strokes with rather coarse files to prevent gauling. In these photos, the case on the left is the better of the two and appears as-received. The one on the right has been dressed to reduce the most unsightly registration alignment problems. After removal of the worst evidence of the mould parting lines with coarse cross-cut files, contours and fillets can be restored with "riffler" files. Finally the cases are re-blasted using my el-cheapo, total-loss, sand-blast gun. The finish this gives is a dull grey that will look a bit mottled until it is ultrasonicly cleaned later.
The alloy used is a bit soft for my liking as evidenced by how quickly it clogs a file, and how easily and deeply the clogged file gauls the surface you are filing! Depending on the alloy, heat treating in a domestic oven can improve the hardness and hence machinability, but it's best not to do this unless you are advised that the material is heat-treatable. I found that even after "chalking" my files, it was necessary to use light strokes with rather coarse files to prevent gauling. In these photos, the case on the left is the better of the two and appears as-received. The one on the right has been dressed to reduce the most unsightly registration alignment problems. After removal of the worst evidence of the mould parting lines with coarse cross-cut files, contours and fillets can be restored with "riffler" files. Finally the cases are re-blasted using my el-cheapo, total-loss, sand-blast gun. The finish this gives is a dull grey that will look a bit mottled until it is ultrasonicly cleaned later.
 Marking out requires that we center punch the position of the cylinder and crankshaft axis. These are cored and as it is difficult to see a punch mark in empty air, the holes need to be plugged temporarily. So locate appropriate size broom handles, wait until no one is looking, then circumcise said handles and be prepared to deny all knowledge. We can't locate the shaft axis until the base has been machined, but the cylinder axis can be located from the center of the radius on the top of the case. Scribe lateral and longitudinal axies to intersect this point. The base can now be machined by clamping the casting to the lathe saddle, packed up so that the parting line on the bottom and the scribed lateral axis on top of the case are at the same height, give or take five or ten thou. Alignment along the lathe axis can be eyeballed. The base is then fly-cut using a home made cutter gripped in the three jaw chuck until the runners just clean up all over. The bottom of the casting is too close to the base to fit the required oil drain plug. I'll come up with a solution to that minor problem later.
Marking out requires that we center punch the position of the cylinder and crankshaft axis. These are cored and as it is difficult to see a punch mark in empty air, the holes need to be plugged temporarily. So locate appropriate size broom handles, wait until no one is looking, then circumcise said handles and be prepared to deny all knowledge. We can't locate the shaft axis until the base has been machined, but the cylinder axis can be located from the center of the radius on the top of the case. Scribe lateral and longitudinal axies to intersect this point. The base can now be machined by clamping the casting to the lathe saddle, packed up so that the parting line on the bottom and the scribed lateral axis on top of the case are at the same height, give or take five or ten thou. Alignment along the lathe axis can be eyeballed. The base is then fly-cut using a home made cutter gripped in the three jaw chuck until the runners just clean up all over. The bottom of the casting is too close to the base to fit the required oil drain plug. I'll come up with a solution to that minor problem later.
 Using the machined base as one reference and the marked longitudinal axis of the cylinder as the other, we can locate the crankshaft axis. On a surface plate, or flat surface you trust, scribe a vertical line on the plug to intersect the longitudinal one scribed on the head. Set your scribing block to the height of the crank shaft axis from the base and scribe a mark to intersect the vertical one for the shaft bore. Lightly carry the scribed lateral lines on the head vertically down the sides for a short distance. The two bored and faced areas will later become reference faces for other crankcase operations, so now is a good time to play with dividers and rulers so that you are confident that all faces yet to be machined will fit neatly inside the casting (having some face fall outside the casting is generally considered a bad thing).
Using the machined base as one reference and the marked longitudinal axis of the cylinder as the other, we can locate the crankshaft axis. On a surface plate, or flat surface you trust, scribe a vertical line on the plug to intersect the longitudinal one scribed on the head. Set your scribing block to the height of the crank shaft axis from the base and scribe a mark to intersect the vertical one for the shaft bore. Lightly carry the scribed lateral lines on the head vertically down the sides for a short distance. The two bored and faced areas will later become reference faces for other crankcase operations, so now is a good time to play with dividers and rulers so that you are confident that all faces yet to be machined will fit neatly inside the casting (having some face fall outside the casting is generally considered a bad thing).

 Start by clamping the casting to a lathe face plate so that the cylinder bore center mark runs true. I find using a tailstock dead center in center punched location to push the case against the faceplate while clamps are lightly applied gives a good first approximation. A "wobbler" and DTI are then used to refine the position to a thou or less of runout near the tip of the wobbler. The case is then bored for the cylinder liner. This is a rather deep bore and the soft-ish alloy requires very sharp tooling and lubricant to achieve a good finish. After boring to within 20 thou of final size, the top of the case is faced back to achieve the full case height as measured to the faceplate. The cylinder bore can then be finished to size, counter-bored for the liner flange, and the inner lip chamfered to ensure the liner will seat on the counterbore. You can skim the cored water jacket area if you like, though it is not really necessary.
Start by clamping the casting to a lathe face plate so that the cylinder bore center mark runs true. I find using a tailstock dead center in center punched location to push the case against the faceplate while clamps are lightly applied gives a good first approximation. A "wobbler" and DTI are then used to refine the position to a thou or less of runout near the tip of the wobbler. The case is then bored for the cylinder liner. This is a rather deep bore and the soft-ish alloy requires very sharp tooling and lubricant to achieve a good finish. After boring to within 20 thou of final size, the top of the case is faced back to achieve the full case height as measured to the faceplate. The cylinder bore can then be finished to size, counter-bored for the liner flange, and the inner lip chamfered to ensure the liner will seat on the counterbore. You can skim the cored water jacket area if you like, though it is not really necessary.
 To bore for the crankshaft, the casting is mounted on an angle plate bolted to the face plate. Again we must set the mark on the plug to run true. Astute readers will realize that facing back the top of the case removed the lateral scribe mark that we need to align the casting with relation to the faceplate. That is why we carried the line vertically down the sides earlier. With everything trued up, the opening for the bearing housing register is bored to size and we are ready to face back the front of the case.
To bore for the crankshaft, the casting is mounted on an angle plate bolted to the face plate. Again we must set the mark on the plug to run true. Astute readers will realize that facing back the top of the case removed the lateral scribe mark that we need to align the casting with relation to the faceplate. That is why we carried the line vertically down the sides earlier. With everything trued up, the opening for the bearing housing register is bored to size and we are ready to face back the front of the case.
 This is where things get a bit if-fy. The plans don't work from what I'd call sane datums, like the shaft and cylinder axes. Instead, dimensions just sort of build on each other, so we see that the front flange is to be faced back to 1/16" thick in relation to the front wall of the case and mounting feet. A dimension for the overall depth of the case is given between faces that will not be machined, but the case is measurably larger than this size. This sort of error is understandable in sand casting as the pattern maker must allow for shrinkage, but if I'd taken them down to produce the stated drawing dimension, both the front and rear flanges would have been almost completely machined away. The answer is to distribute the differences and adjust later components such as bushings and shaft lengths to suit. The facing cut finish achieved on the soft alloy is ok-ish, but will need some lapping if gasket-less assembly is used.
This is where things get a bit if-fy. The plans don't work from what I'd call sane datums, like the shaft and cylinder axes. Instead, dimensions just sort of build on each other, so we see that the front flange is to be faced back to 1/16" thick in relation to the front wall of the case and mounting feet. A dimension for the overall depth of the case is given between faces that will not be machined, but the case is measurably larger than this size. This sort of error is understandable in sand casting as the pattern maker must allow for shrinkage, but if I'd taken them down to produce the stated drawing dimension, both the front and rear flanges would have been almost completely machined away. The answer is to distribute the differences and adjust later components such as bushings and shaft lengths to suit. The facing cut finish achieved on the soft alloy is ok-ish, but will need some lapping if gasket-less assembly is used.
 There is one more step required before we are finished with this setup. The front opening exposes a boss cast into the rear face of the cored crankcase cavity that must be reamed and faced for the follower shaft bushing so that it will be concentric with the front bushing opening. Again the plans show it faced back to 1/16" high in relation to the inner aft face of the cavity. In reality, the actual dimension may be just about anything, depending on where the core happened to sit when the metal was poured. So drill and ream 1/2" for the bush, then face back the boss based on measurements from the faced front of the case and the location of this in relation to the axis of the cylinder bore that can be approximated from the light scribe marks mentioned earlier.
There is one more step required before we are finished with this setup. The front opening exposes a boss cast into the rear face of the cored crankcase cavity that must be reamed and faced for the follower shaft bushing so that it will be concentric with the front bushing opening. Again the plans show it faced back to 1/16" high in relation to the inner aft face of the cavity. In reality, the actual dimension may be just about anything, depending on where the core happened to sit when the metal was poured. So drill and ream 1/2" for the bush, then face back the boss based on measurements from the faced front of the case and the location of this in relation to the axis of the cylinder bore that can be approximated from the light scribe marks mentioned earlier.

 The rear face of the crank case must be machined parallel to the front face by placing it hard against the faceplate, packed out with ground parallels in this case so we don't end up machining the angle plate as well. The reamed 1/2" hole is set to run true using a co-axial DTI. This is important because we must form a short spiggot around that bore when we face back the rear of the case. This spiggot will help locate the timing case cover since the holes in that cover must align with crank and cam shaft bores as perfectly as possible. Again, the plans state a nebulous 1/16" height for the flange face from the case. I found that achieving this at the full radius required would have cut into the band protruding from the head for water cooling. So I stopped at a depth just short of this and will later have to add about 1/32" to various shafts and bushes.
The rear face of the crank case must be machined parallel to the front face by placing it hard against the faceplate, packed out with ground parallels in this case so we don't end up machining the angle plate as well. The reamed 1/2" hole is set to run true using a co-axial DTI. This is important because we must form a short spiggot around that bore when we face back the rear of the case. This spiggot will help locate the timing case cover since the holes in that cover must align with crank and cam shaft bores as perfectly as possible. Again, the plans state a nebulous 1/16" height for the flange face from the case. I found that achieving this at the full radius required would have cut into the band protruding from the head for water cooling. So I stopped at a depth just short of this and will later have to add about 1/32" to various shafts and bushes.
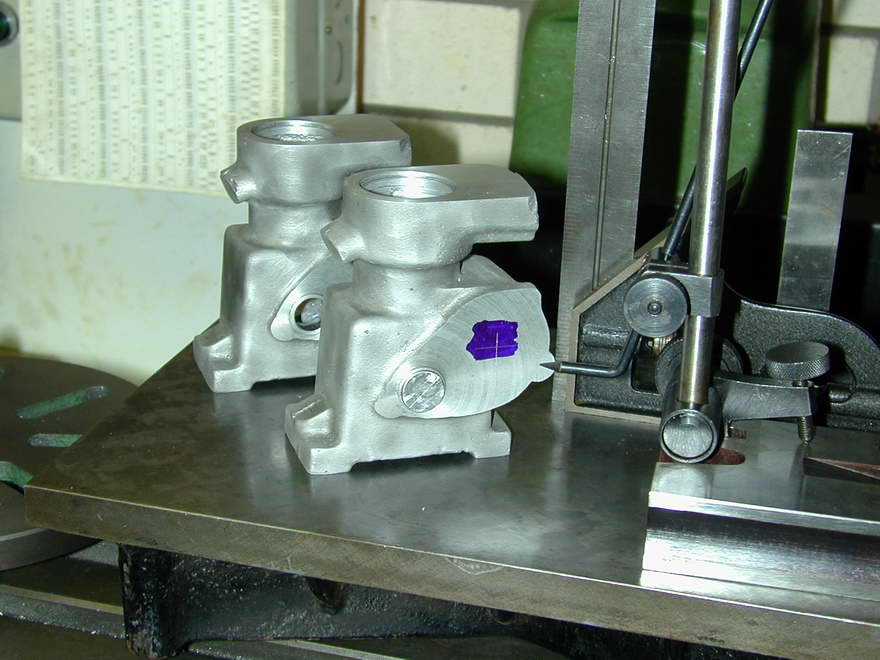 This shot shows a temporary plug fitted to the rear bushing bore so that the camshaft location can be marked. In retrospect, this choice of machining sequence was probably "not optimum". It's not an actual mistake, but I have caused myself some extra work and opened the gate for a potential alignment problem that was avoidable. The reason being that both camshaft and crankshaft protrude from the timing cover through bushings, so the holes in the cover must precisely align with those in the case. The easiest way to achieve this is to bore the cover for the crankshaft, then use a dummy plug to align these holes while all the attachment holes for the cover are drilled and tapped. With the cover then firmly located and screwed to the case, the camshaft openings could have been bored in both simultaneously. Never mind. By the way, the distance between crank and camshaft is not critical because the timing gear train uses an idler gear whose location can be determined later with great precision to provide the correct mesh with both gears.
This shot shows a temporary plug fitted to the rear bushing bore so that the camshaft location can be marked. In retrospect, this choice of machining sequence was probably "not optimum". It's not an actual mistake, but I have caused myself some extra work and opened the gate for a potential alignment problem that was avoidable. The reason being that both camshaft and crankshaft protrude from the timing cover through bushings, so the holes in the cover must precisely align with those in the case. The easiest way to achieve this is to bore the cover for the crankshaft, then use a dummy plug to align these holes while all the attachment holes for the cover are drilled and tapped. With the cover then firmly located and screwed to the case, the camshaft openings could have been bored in both simultaneously. Never mind. By the way, the distance between crank and camshaft is not critical because the timing gear train uses an idler gear whose location can be determined later with great precision to provide the correct mesh with both gears.

 The work must be done from the rear as the camshaft opening in the rear of the case is larger than that in the front to permit insertion of the cam lobes, both bushings being attached to the case with countersunk screws through flanges. Note the business card under the front face that protects the finish of this face while clamped. Very sharp tools are required to give a fine finish that ensures the camshaft bushs will align concentrically. Note too the "void" inside the casting that boring for the camshaft uncovered. These are a sad fact of life, especially with large gravity fed sand castings and not one that suppliers of casting sets can really do anything about except cheerfully replace the part on request. In this case, the location is not that critical, so we can live with it.
The work must be done from the rear as the camshaft opening in the rear of the case is larger than that in the front to permit insertion of the cam lobes, both bushings being attached to the case with countersunk screws through flanges. Note the business card under the front face that protects the finish of this face while clamped. Very sharp tools are required to give a fine finish that ensures the camshaft bushs will align concentrically. Note too the "void" inside the casting that boring for the camshaft uncovered. These are a sad fact of life, especially with large gravity fed sand castings and not one that suppliers of casting sets can really do anything about except cheerfully replace the part on request. In this case, the location is not that critical, so we can live with it.
 It's worth noting the little dodge I had to use in order to mount the casting for the above operation. I was unable to get a bolt through the casting and a faceplate slot that brought the camshaft bore onto the lathe axis—close, but no banana. The answer was found in the scrap box: a stub mandrel previously blind tapped 1/4-20 on one end. By adding another blind tapped hole to the other end that is offset 1/8" from the stub's axis, the cam bore could be aligned without taking a file to the faceplate.
It's worth noting the little dodge I had to use in order to mount the casting for the above operation. I was unable to get a bolt through the casting and a faceplate slot that brought the camshaft bore onto the lathe axis—close, but no banana. The answer was found in the scrap box: a stub mandrel previously blind tapped 1/4-20 on one end. By adding another blind tapped hole to the other end that is offset 1/8" from the stub's axis, the cam bore could be aligned without taking a file to the faceplate.
 Locating positions for the valve cages requires the use of yet another close fitting temporary plug with the center accurately marked that fits into the cylinder liner counterbore. The casting is attached to an angle plate against the front face as a reference and squared up using an engineers' square against the faced top of the cylinder. An arc at the distance from the cylinder axis to the required valve offset is lightly scribed, then turned into horizontal datum with a scribing block. The valve cage locations can then be marked with dividers from the intersection of the longitudinal axis and a line projected up from the cylinder bore axis. Try to restrict the scribed marks to areas that will be machined away as the face itself is a critical part of the head compression seal!
Locating positions for the valve cages requires the use of yet another close fitting temporary plug with the center accurately marked that fits into the cylinder liner counterbore. The casting is attached to an angle plate against the front face as a reference and squared up using an engineers' square against the faced top of the cylinder. An arc at the distance from the cylinder axis to the required valve offset is lightly scribed, then turned into horizontal datum with a scribing block. The valve cage locations can then be marked with dividers from the intersection of the longitudinal axis and a line projected up from the cylinder bore axis. Try to restrict the scribed marks to areas that will be machined away as the face itself is a critical part of the head compression seal!
 Once the cage locations are marked, another line is scribed across the top in the same way marking the vertical face of head that will take the carby and exhaust manifold. This area could be fly-cut, but it was easier to just clamp the angle plate to the mill table and mill the excess away. The cutter, even though new and flooded with lubricant, left marks due to the soft alloy. That can be fixed later by lapping on fine wet 'n dry with oil, but I'm starting to dislike this stuff intensely. After facing, the marks for the valve cage bores are carried around onto the side face for later drilling.
Once the cage locations are marked, another line is scribed across the top in the same way marking the vertical face of head that will take the carby and exhaust manifold. This area could be fly-cut, but it was easier to just clamp the angle plate to the mill table and mill the excess away. The cutter, even though new and flooded with lubricant, left marks due to the soft alloy. That can be fixed later by lapping on fine wet 'n dry with oil, but I'm starting to dislike this stuff intensely. After facing, the marks for the valve cage bores are carried around onto the side face for later drilling.
 |
 |
 |
The valve cage openings must carry through into the camshaft bore where they are reamed to a smooth finish as possible since this will be the bearing surface for the tappets. I decided to do this on the lathe, again using a faceplate and wobbler to achieve alignment. It could have been done on the mill, but it really is easier to get the best job on the lathe and I won't have to worry about running out of quill travel and all the lost alignment problems I'd have raising the head on my round column joke of a mill/drill.
 The threaded hole for the oil sump filler cap is drilled at 30° to the vertical by setting the casting on the mill table mounted angle plate at the required angle. The drawings say that the tapping size drill for 3/8" 26TPI will just break through into the case cavity at the floor level of the sump. This rather depends on the alignment of the core that produced said cavity. One did, one didn't. The latter was fixed easily enough with a dental burr in a Dremel hand tool. Not having a 3/8-26 tap, I used 3/8 NF (24 TPI) which is close enough for jazz. The boss must be faced at this time to provide a clean seat for the filler screw plug.
The threaded hole for the oil sump filler cap is drilled at 30° to the vertical by setting the casting on the mill table mounted angle plate at the required angle. The drawings say that the tapping size drill for 3/8" 26TPI will just break through into the case cavity at the floor level of the sump. This rather depends on the alignment of the core that produced said cavity. One did, one didn't. The latter was fixed easily enough with a dental burr in a Dremel hand tool. Not having a 3/8-26 tap, I used 3/8 NF (24 TPI) which is close enough for jazz. The boss must be faced at this time to provide a clean seat for the filler screw plug.
 While we are at it, the flange face for water inlet fitting can be faced and drilled at 60° to the vertical. One of the castings was rather poor in this region and required a lot of facing back to get a good looking boss, but as long as there's a quarter inch or so for the threaded holes that will accept the screws—or better yet, studs—all is well. The entry hole is undimensioned on the drawing, but it's reasonable to assume that it should be the same diameter as the outlet which is stated as 3/16" in diameter. Happily, the exit point inside is right on the lower edge of the cored water cooling cavity.
While we are at it, the flange face for water inlet fitting can be faced and drilled at 60° to the vertical. One of the castings was rather poor in this region and required a lot of facing back to get a good looking boss, but as long as there's a quarter inch or so for the threaded holes that will accept the screws—or better yet, studs—all is well. The entry hole is undimensioned on the drawing, but it's reasonable to assume that it should be the same diameter as the outlet which is stated as 3/16" in diameter. Happily, the exit point inside is right on the lower edge of the cored water cooling cavity.
 This CAD drawing was constructed because I was unable to get the numbers for drive-train components to add up to the stated crankcase dimension. While it turned out that there was no mistake there, there is a dimensioning error in the original drawings for the overall, machined crankcase height as published in the ME. The drawing from issue 3226 showing the longitudinal crankcase section incorrectly gives the height as 4-1/8". Insufficient numbers are provided on this section to validate this, but from the lateral section, the height can be derived as 3-5/8". This error has been corrected on the Hemingway supplied drawing. Of more concern is where the various machined faces have ended up in relation to each other as this will almost certainly require adjustment of the cranshaft bushes to ensure that the middle of the crankpin sits on the cylinder axis. The dimensions marked with red letters on the drawing can be easily measured and the others calculated from these, allowing the bush lengths (and shafts) to be adjusted as required. The drawing dimensions would also result in zero float of the crankshafts and camshaft. Builders are expected to understand running fits and adjust accordingly.
This CAD drawing was constructed because I was unable to get the numbers for drive-train components to add up to the stated crankcase dimension. While it turned out that there was no mistake there, there is a dimensioning error in the original drawings for the overall, machined crankcase height as published in the ME. The drawing from issue 3226 showing the longitudinal crankcase section incorrectly gives the height as 4-1/8". Insufficient numbers are provided on this section to validate this, but from the lateral section, the height can be derived as 3-5/8". This error has been corrected on the Hemingway supplied drawing. Of more concern is where the various machined faces have ended up in relation to each other as this will almost certainly require adjustment of the cranshaft bushes to ensure that the middle of the crankpin sits on the cylinder axis. The dimensions marked with red letters on the drawing can be easily measured and the others calculated from these, allowing the bush lengths (and shafts) to be adjusted as required. The drawing dimensions would also result in zero float of the crankshafts and camshaft. Builders are expected to understand running fits and adjust accordingly.
 That's about it for the crankcase. The actual inlet and exhaust ports will not be drilled until after the valve cages have been permanently installed, and there are a lot of holes to be drilled and tapped to match parts yet to be machined, but the major work is done. Of no real significance, but of some cosmetic concern is how well, or rather how badly the cylinder head and gearcase cover will match the case profile when finally fitted. Not too well I expect, so more filing and sand blasting are to be expected. The other issue is the holes in the gearcase cover as mentioned above. I think that dictates what gets made next: the camshaft, its associated bearings, and the timing gear cover.
That's about it for the crankcase. The actual inlet and exhaust ports will not be drilled until after the valve cages have been permanently installed, and there are a lot of holes to be drilled and tapped to match parts yet to be machined, but the major work is done. Of no real significance, but of some cosmetic concern is how well, or rather how badly the cylinder head and gearcase cover will match the case profile when finally fitted. Not too well I expect, so more filing and sand blasting are to be expected. The other issue is the holes in the gearcase cover as mentioned above. I think that dictates what gets made next: the camshaft, its associated bearings, and the timing gear cover.

|
This work is licensed under a
Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |