 |
Westbury Whippet Project:
|
The crankshaft is of the simple, over-hung type, the machining of which has been covered on these pages many times before (see How To Machine Crankshafts, for example). It is complicated only by the counterbalance cut-outs, the "full-size practice" oil ways, and the need for it to drive the Follower Shaft. So we'll skip lightly over the regular stuff and concentrate on the distinguishing parts of the process.
Crankshaft
 Work starts by roughing down the EN16T high tensile steel bar to within 30 thou of the finished diameters, creating a bucket of wet swarf in the process. For this the blank is gripped by what will later be the web and supported by a tailstock dead center. The Myford easily reduces the diameter by 0.1" per pass, making quick work of roughing out. I wear a lab-type white coat as the hot chips falling on bare arms can be quite distracting, to say nothing of the ones that go down your shirt!
Work starts by roughing down the EN16T high tensile steel bar to within 30 thou of the finished diameters, creating a bucket of wet swarf in the process. For this the blank is gripped by what will later be the web and supported by a tailstock dead center. The Myford easily reduces the diameter by 0.1" per pass, making quick work of roughing out. I wear a lab-type white coat as the hot chips falling on bare arms can be quite distracting, to say nothing of the ones that go down your shirt!
 After the two diameters are finished and polished, the thread is brought close to full depth by screw-cutting, then finished to profile with a tailstock die holder. This is a lot easier than trying to grunt a 1/4 die up the shaft. I've stuck with the traditional ETW dimensions and used 1/4 BSF thread, seeing as I have such a die and the kit comes with nuts of the correct type.
After the two diameters are finished and polished, the thread is brought close to full depth by screw-cutting, then finished to profile with a tailstock die holder. This is a lot easier than trying to grunt a 1/4 die up the shaft. I've stuck with the traditional ETW dimensions and used 1/4 BSF thread, seeing as I have such a die and the kit comes with nuts of the correct type.
 Before finishing with this setup, the Nose Piece, complete with bushings, is slipped over the shaft and a light mark scribed about 1/64" in front of where the shaft emerges from the front bushing. The shaft is then tapered back to this mark by setting the cross-slide over about 5°, then adjusting the final position using a DTI against a "master" taper. This will allow us to make a matching taper, but in the opposite direction, when machining the flywheel. As the Myford geometry precludes the use of the tailstock on tapers like this, the fixed steady is adjusted with the dead center in place to provide much needed support for the operation. Be sure to lubricate will as the fingers are bearing on the finished product!
Before finishing with this setup, the Nose Piece, complete with bushings, is slipped over the shaft and a light mark scribed about 1/64" in front of where the shaft emerges from the front bushing. The shaft is then tapered back to this mark by setting the cross-slide over about 5°, then adjusting the final position using a DTI against a "master" taper. This will allow us to make a matching taper, but in the opposite direction, when machining the flywheel. As the Myford geometry precludes the use of the tailstock on tapers like this, the fixed steady is adjusted with the dead center in place to provide much needed support for the operation. Be sure to lubricate will as the fingers are bearing on the finished product!
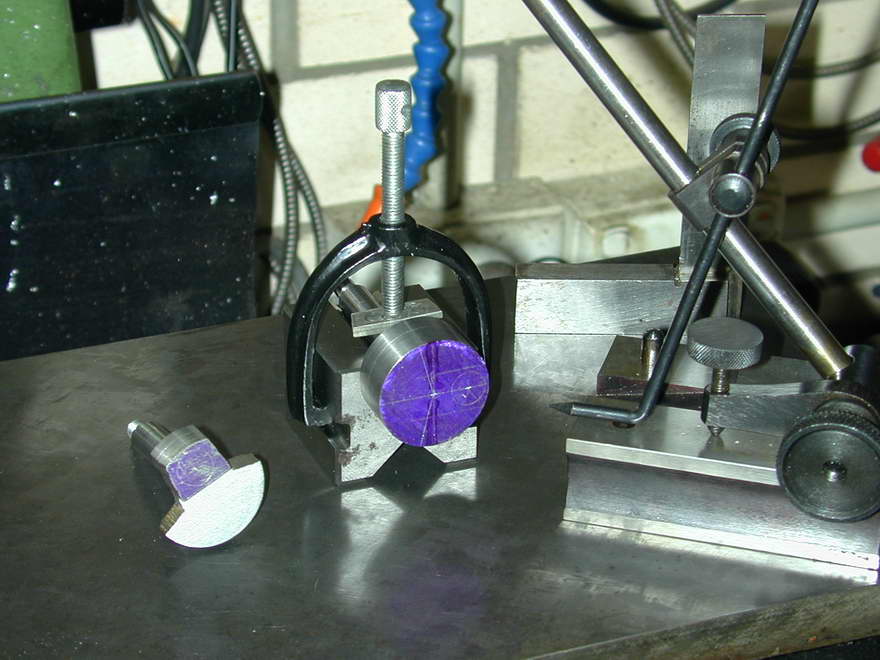 The Whippet is a big engine, with a big shaft. The web is 1-1/4" in diameter with both shaft and crankpin 3/8" in diameter. Work is considerably speeded up and operator stress reduced by sawing away most of the unwanted metal before starting the interrupted cut that will form the crankpin. This shot shows how the end of the blank is marked out for the crankpin center and balance cut-out profile. On the left is a rough-sawn example.
The Whippet is a big engine, with a big shaft. The web is 1-1/4" in diameter with both shaft and crankpin 3/8" in diameter. Work is considerably speeded up and operator stress reduced by sawing away most of the unwanted metal before starting the interrupted cut that will form the crankpin. This shot shows how the end of the blank is marked out for the crankpin center and balance cut-out profile. On the left is a rough-sawn example.
 To hold the shaft, I'm using a shop-made "Keats" angle plate. This was made from iron castings available from College Engineering Supplied in the UK. The freight cost more than the castings, but it was worth it. With the marked out crankpin center punched, a "wobbler" and DTI are used to tap the Keats plate into position on a lathe faceplate. An odd bit of mill clamping kit will be screwed in place opposite the plate to approximately balance the offset weight.
To hold the shaft, I'm using a shop-made "Keats" angle plate. This was made from iron castings available from College Engineering Supplied in the UK. The freight cost more than the castings, but it was worth it. With the marked out crankpin center punched, a "wobbler" and DTI are used to tap the Keats plate into position on a lathe faceplate. An odd bit of mill clamping kit will be screwed in place opposite the plate to approximately balance the offset weight.
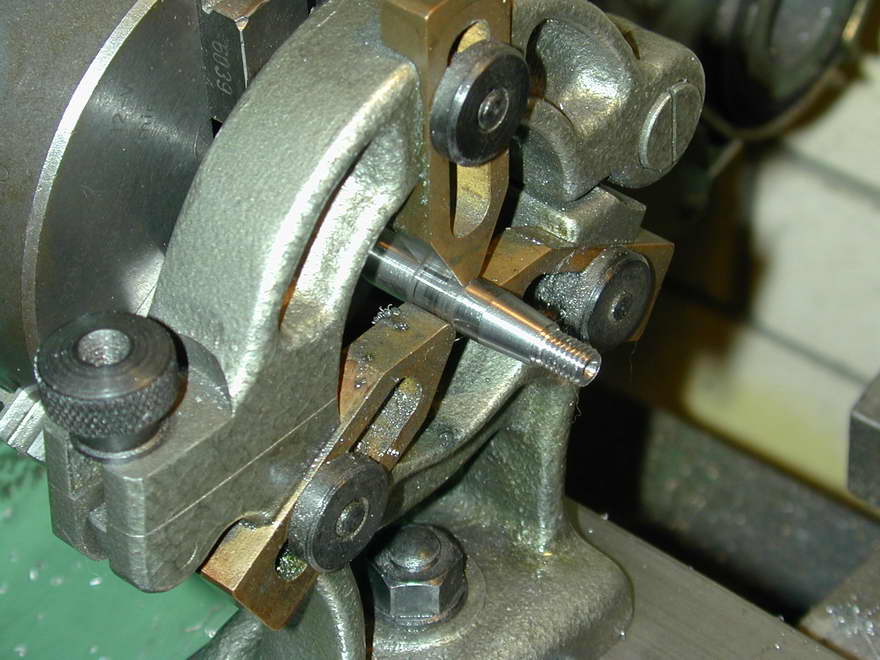
 The end is center drilled and a greased half-center brought up as insurance against the shaft shifting. But with most all of the excess metal gone, the cutting loads are light and the pin easily formed and polished to a running fit in the conrod big end. The tool should have a generous nose radius to avoid producing a stress inducing sharp shoulder where the pin emerges from the crank web.
The end is center drilled and a greased half-center brought up as insurance against the shaft shifting. But with most all of the excess metal gone, the cutting loads are light and the pin easily formed and polished to a running fit in the conrod big end. The tool should have a generous nose radius to avoid producing a stress inducing sharp shoulder where the pin emerges from the crank web.
 With the pin finished, it must be blind drilled and tapped for the follower driving pin before disturbing the setup. The plans call for a driver with flats and a large slot in the follower. This is hard to make and the long, open-ended slot weakens the follower. We can do better than that. So blind-drill 5/32", open out the first 30 thou or so of the hole to 3/16", then tap 3/16-40 (a Model Engineer series thread). The crankshaft can now be removed, BUT...
With the pin finished, it must be blind drilled and tapped for the follower driving pin before disturbing the setup. The plans call for a driver with flats and a large slot in the follower. This is hard to make and the long, open-ended slot weakens the follower. We can do better than that. So blind-drill 5/32", open out the first 30 thou or so of the hole to 3/16", then tap 3/16-40 (a Model Engineer series thread). The crankshaft can now be removed, BUT...
 Before disturbing the Keats plate, drop the follower shaft in place and drill through 3/16" diameter. As both shafts have the same journal size (3/8"), the hole in the follower must line up with a pin screwed into the crankpin. The reason we opened out the end of the pin was so the peg would precisely align in the counter-bore, rather than haphazardly on the thread. Provided the bushings in the crankcase and nose piece are concentric, crankshaft, drive peg, and follower should all align and turn freely. Some might call this a bold assumption, so do they? YES! Joy untold. Both spin freely and perfectly in both engines.
Before disturbing the Keats plate, drop the follower shaft in place and drill through 3/16" diameter. As both shafts have the same journal size (3/8"), the hole in the follower must line up with a pin screwed into the crankpin. The reason we opened out the end of the pin was so the peg would precisely align in the counter-bore, rather than haphazardly on the thread. Provided the bushings in the crankcase and nose piece are concentric, crankshaft, drive peg, and follower should all align and turn freely. Some might call this a bold assumption, so do they? YES! Joy untold. Both spin freely and perfectly in both engines.

Now for the complicated oil passage: the path followed is shown on the Whippet GA, repeated here. Oil mist from the crankcase enters the space between the shaft bushings via the angled hole in the nose piece. From here, it will enter an axial cavity in the shaft via a radial hole at this location. From the closed-off axial passage, centrifugal force carries it up the inclined hole to the blind hole in crankpin, the end of which is closed off by the driving peg. From there, it emerges through a hole in the crankpin to lubricate the big end. The hard part is drilling that long, inclined passage without the 3/32" drill breaking as it emerges on an angle into the hole in the crankpin. This danger is caused by the fact that one lip of the drill will emerge first and the asymmetric loads then imposed tend to break small drills.
 The cure is to insert a plug in the hole. This not only prevents the "break-out" problem, it also ensures that the drill is fully supported as it enters the next surface on an angle to continue the hole. In this shot, a brass plug has been inserted into the 5/32" hole and the shaft aligned on the center of this hole and the center of the shaft itself. Note: the central oil hole has not yet been drilled. We will blind-drill the inclined oil passage to a point where the axial hole will intersect it later, thus avoiding yet another blind break-out.
The cure is to insert a plug in the hole. This not only prevents the "break-out" problem, it also ensures that the drill is fully supported as it enters the next surface on an angle to continue the hole. In this shot, a brass plug has been inserted into the 5/32" hole and the shaft aligned on the center of this hole and the center of the shaft itself. Note: the central oil hole has not yet been drilled. We will blind-drill the inclined oil passage to a point where the axial hole will intersect it later, thus avoiding yet another blind break-out.
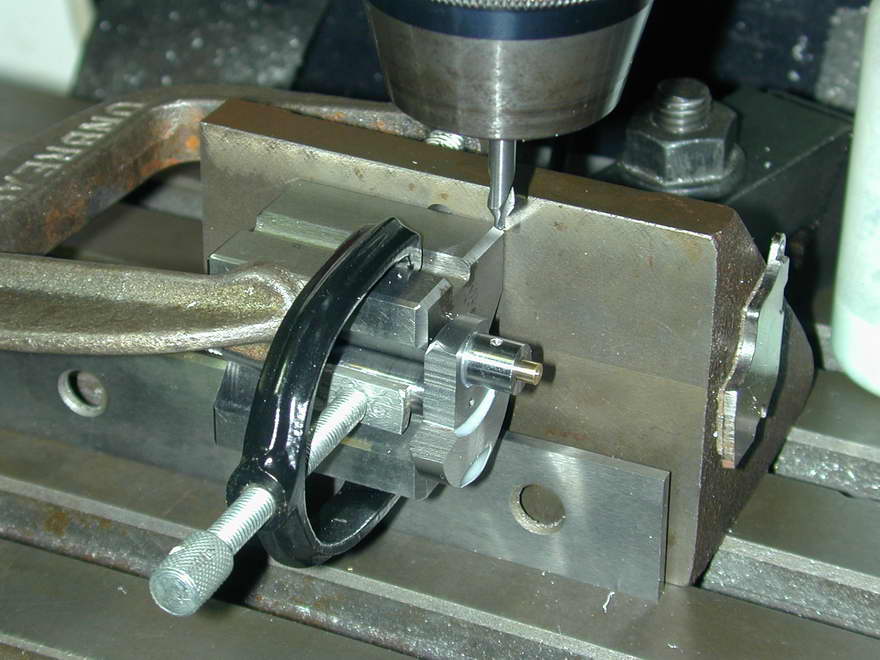 Step one is to set the crankpin horizontal and make a starting dimple with a center drill at in the longitudinal center of the crankpin. This both locates and provides a start for the inclined hole. The V-block is clamped to an angle plate whose face has been aligned with the mill table X axis, and clamped to the table.
Step one is to set the crankpin horizontal and make a starting dimple with a center drill at in the longitudinal center of the crankpin. This both locates and provides a start for the inclined hole. The V-block is clamped to an angle plate whose face has been aligned with the mill table X axis, and clamped to the table.

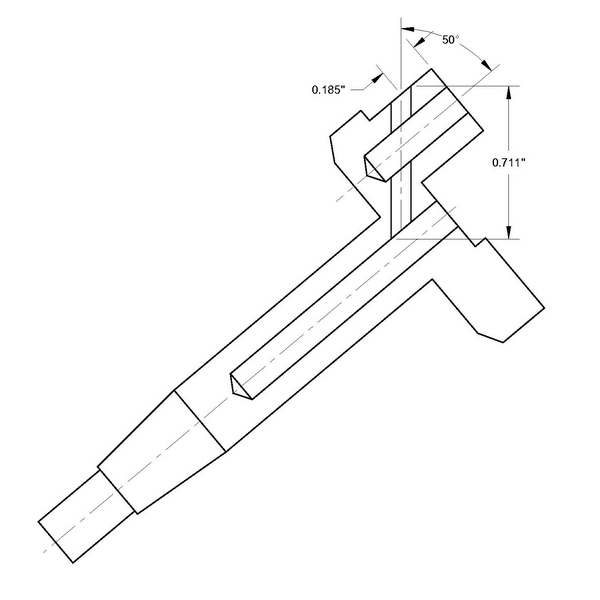 The block is now inclined to the magic angle such that the oil passage will pass through the crankpin and crank web without emerging unexpectedly. This angle is not shown on the ME drawings, but a quick bit of CAD modelling shows that 50° will produce the desired results. So a protractor head is used to align the V-block at 40° (90 - 50) and the block firmly clamped in two places with G-clamps. Crude, but effective.
The block is now inclined to the magic angle such that the oil passage will pass through the crankpin and crank web without emerging unexpectedly. This angle is not shown on the ME drawings, but a quick bit of CAD modelling shows that 50° will produce the desired results. So a protractor head is used to align the V-block at 40° (90 - 50) and the block firmly clamped in two places with G-clamps. Crude, but effective.
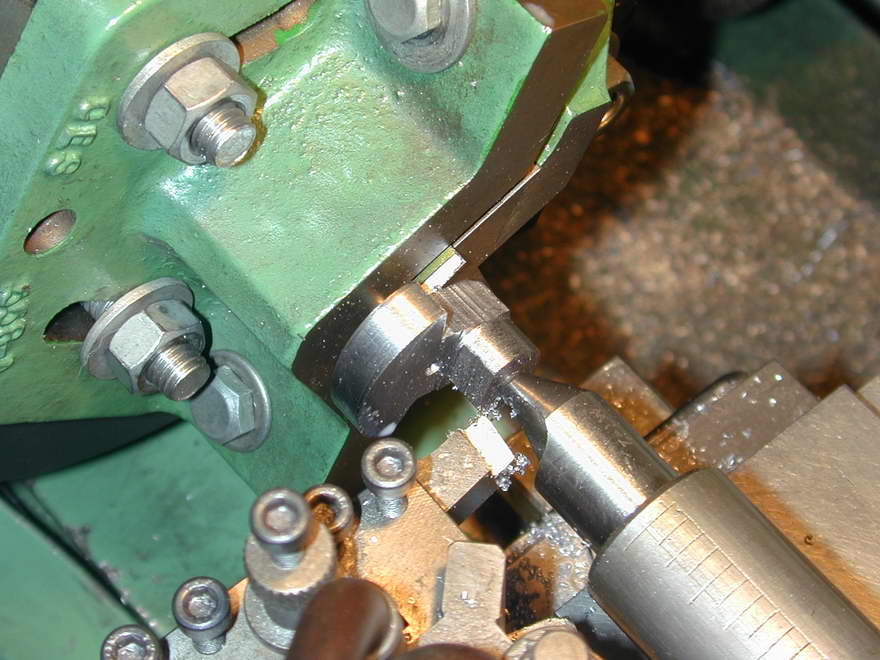
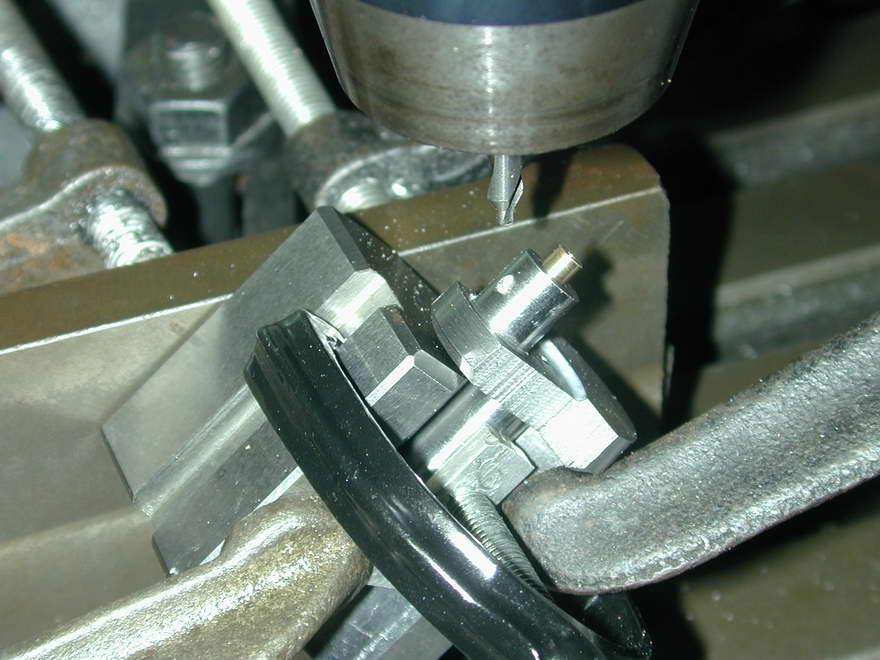 Again, a center drill is used to make a start on the inclined hole, using the dimple made earlier both as a position, and to provide a surface close to normal for the drill tip to bite into. If you have a stubby 3/32" milling cutter, this can be used to make an even better start for the center drill.
Again, a center drill is used to make a start on the inclined hole, using the dimple made earlier both as a position, and to provide a surface close to normal for the drill tip to bite into. If you have a stubby 3/32" milling cutter, this can be used to make an even better start for the center drill.
 After drilling blind for about 0.7", watching the chips change from steel to brass, and back to steel with no damage to the drill, the shaft is gripped in a collet allowing the axial passage to be drilled 5/32" diameter to intersect the oil passage, then continue on up the shaft past where the oil entry point will be. The end is again tapped 3/16-40 for a plug that will close off the axial hole.
After drilling blind for about 0.7", watching the chips change from steel to brass, and back to steel with no damage to the drill, the shaft is gripped in a collet allowing the axial passage to be drilled 5/32" diameter to intersect the oil passage, then continue on up the shaft past where the oil entry point will be. The end is again tapped 3/16-40 for a plug that will close off the axial hole.
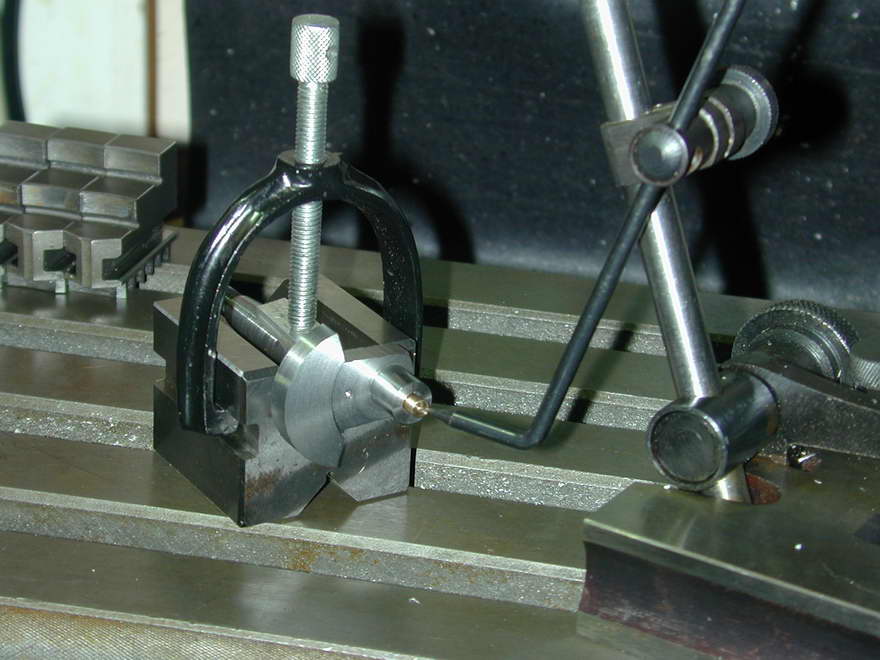
 The last hole to drill is the oil entry passage that sits between the bushings. here, a "finger plate" is being used to press the shaft into a V-block while the hole is drilled as conventional V-block clamps would get in the way of the drill chuck.
The last hole to drill is the oil entry passage that sits between the bushings. here, a "finger plate" is being used to press the shaft into a V-block while the hole is drilled as conventional V-block clamps would get in the way of the drill chuck.
 This shot shows a shaft with the driving peg with the brass peg that prevented the oil passage drill from wandering and breaking as it passed through the blind hole in the crankpin. We now make a length of 3/16" brass rod tapped 40 TPI for use as the axial close-off plug. The sides of the counterbalance still need to be milled to final shape and that length of threaded rod is going to help us acomplish this task as well.
This shot shows a shaft with the driving peg with the brass peg that prevented the oil passage drill from wandering and breaking as it passed through the blind hole in the crankpin. We now make a length of 3/16" brass rod tapped 40 TPI for use as the axial close-off plug. The sides of the counterbalance still need to be milled to final shape and that length of threaded rod is going to help us acomplish this task as well.
 The faces of the web either side of the crankpin need to be parallel, so we just turn a piece of rod to the same diameter as the crankpin and tap it 3/16-40. With the brass stud screwed onto it and into the shaft, the pair provide a simple way of orienting the shaft using the top of the mill vice jaws. Business card protects the crankweb against the clamping forces and we are able to mill the sides the shaft parallel and symmetric by just locking the quill position and flipping the shaft.
The faces of the web either side of the crankpin need to be parallel, so we just turn a piece of rod to the same diameter as the crankpin and tap it 3/16-40. With the brass stud screwed onto it and into the shaft, the pair provide a simple way of orienting the shaft using the top of the mill vice jaws. Business card protects the crankweb against the clamping forces and we are able to mill the sides the shaft parallel and symmetric by just locking the quill position and flipping the shaft.
 To clean up the remaining web faces, a template that locates against the crankpin, indexed by the threaded stud is used. In this shot, the shaft on the left is finished; the one on the right still has the "as-sawn" counterbalance.
To clean up the remaining web faces, a template that locates against the crankpin, indexed by the threaded stud is used. In this shot, the shaft on the left is finished; the one on the right still has the "as-sawn" counterbalance.
 The profile of the follower shaft gets a similar treatment from the same template. By turning plugs to fit the follower driving pin hole and the oil passage, again the parallel faces can be set from the top of the mill vice, and the template attached as a guide for milling the angled faces.
The profile of the follower shaft gets a similar treatment from the same template. By turning plugs to fit the follower driving pin hole and the oil passage, again the parallel faces can be set from the top of the mill vice, and the template attached as a guide for milling the angled faces.
 With the exception of permanently inserting the plugs to close off the oil passages where required, the crankshaft and follower shaft are complete at last. The driver plug will be case hardened before this is done, and that can wait so all case hardening is done in a batch at the same time. It is worth noting that the plans specify the crankweb diameter as 1-1/4". This is also happens to be the diameter of the front opening in the crankcase! There's no need for this. Give yourself a comfortable margin for inserting the shaft. I turned mine to 2.230" before hacksawing away the excess web. A 30° chamfer was turned on the front face at this time as well.
With the exception of permanently inserting the plugs to close off the oil passages where required, the crankshaft and follower shaft are complete at last. The driver plug will be case hardened before this is done, and that can wait so all case hardening is done in a batch at the same time. It is worth noting that the plans specify the crankweb diameter as 1-1/4". This is also happens to be the diameter of the front opening in the crankcase! There's no need for this. Give yourself a comfortable margin for inserting the shaft. I turned mine to 2.230" before hacksawing away the excess web. A 30° chamfer was turned on the front face at this time as well.
Flywheel
 The kits included iron castings for the flywheel. Sadly, both had the dreaded hard spots. This is a condition that produces cast iron that is harder than the tooling used to machine it, with the predicted result: castings one, HSS tooling nil! Not even carbide inserts would touch it. On one, the hard spot was on an end that was to be machined away, so I was able to undercut it from two directions and remove it. On the other, it was slap-bang in the middle of a finished surface and the part had to be consigned to the waste bucket. I obtained a piece of 35mm grey cast iron bar as replacement and this machined like beautiful, warm butter. When informed, Hemingway noted that the castings had come as old "Woking Precision" stock of unknown origin and that lengths of bar would be included in future kits.
The kits included iron castings for the flywheel. Sadly, both had the dreaded hard spots. This is a condition that produces cast iron that is harder than the tooling used to machine it, with the predicted result: castings one, HSS tooling nil! Not even carbide inserts would touch it. On one, the hard spot was on an end that was to be machined away, so I was able to undercut it from two directions and remove it. On the other, it was slap-bang in the middle of a finished surface and the part had to be consigned to the waste bucket. I obtained a piece of 35mm grey cast iron bar as replacement and this machined like beautiful, warm butter. When informed, Hemingway noted that the castings had come as old "Woking Precision" stock of unknown origin and that lengths of bar would be included in future kits.
 When making the flywheel from barstock, work from the rear first. In this shot the bar has been chucked to face, counterbore, and rough-turn the outside diameter to about 30 thou larger than the finished size for as long as the jaws permit. It can then be flipped and the other end turned. It does not matter that the intersection will not be perfect.
When making the flywheel from barstock, work from the rear first. In this shot the bar has been chucked to face, counterbore, and rough-turn the outside diameter to about 30 thou larger than the finished size for as long as the jaws permit. It can then be flipped and the other end turned. It does not matter that the intersection will not be perfect.
 It is then faced, counterbored and drilled through 1/4". The topslide is set over 5° and clocked against the same "master" taper as was used earlier on the crankshaft in the opposite direction. This is actually one of my standard, shop-made, D-bit reamers.
It is then faced, counterbored and drilled through 1/4". The topslide is set over 5° and clocked against the same "master" taper as was used earlier on the crankshaft in the opposite direction. This is actually one of my standard, shop-made, D-bit reamers.
 The taper is turned with a small boring bar turned so that it just about reaches the full length of the crankshaft taper. As this starts about 1/64" in front of the front bush, we are assured that tightening up the flywheel will not lock everything up solid and we'll have a comfortable amount of end play. If the taper goes too deep, the end of the front bush can be faced back, but this was not a problem on my examples.
The taper is turned with a small boring bar turned so that it just about reaches the full length of the crankshaft taper. As this starts about 1/64" in front of the front bush, we are assured that tightening up the flywheel will not lock everything up solid and we'll have a comfortable amount of end play. If the taper goes too deep, the end of the front bush can be faced back, but this was not a problem on my examples.
 The flywheel can now be reversed and brought to length, plus a small finishing allowance, then counterbored per the plans. The area for the starting cord pulley is reduced, again oversize, and the V-grove itself rough turned by first cutting to depth with a part-off tool, then taper turning away the sides with the top-slide set over 20° in either direction to form the V shape.
The flywheel can now be reversed and brought to length, plus a small finishing allowance, then counterbored per the plans. The area for the starting cord pulley is reduced, again oversize, and the V-grove itself rough turned by first cutting to depth with a part-off tool, then taper turning away the sides with the top-slide set over 20° in either direction to form the V shape.
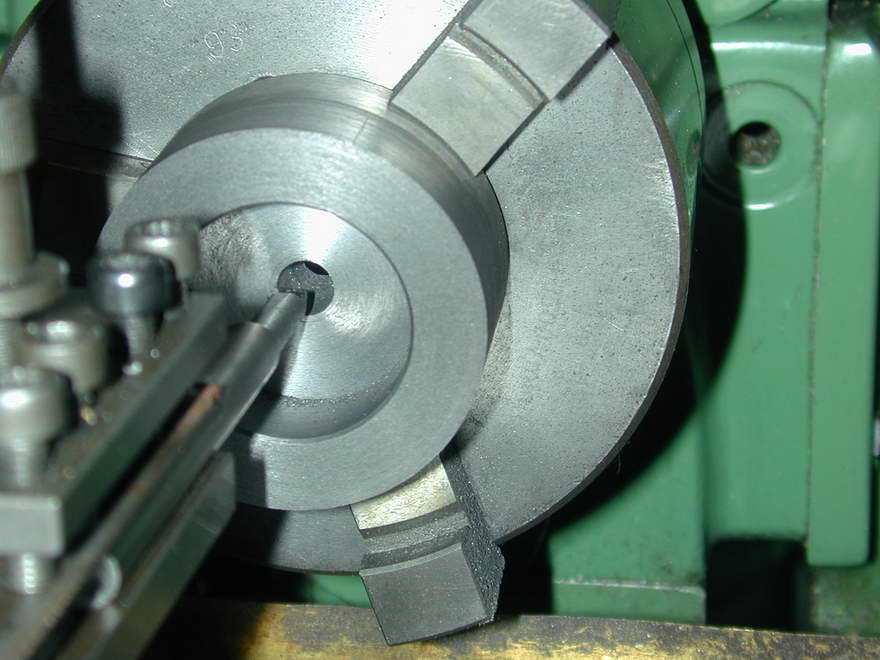
 To finish the flywheel, it must be mounted on a true-running mandrel and all faces brought down to the final dimensions so that there will be no out of balance, or unsightly wobble when mounted. In fact, this photo shows a crankshaft being used as the mandrel. For ultimate precision, the shaft should be running between centers, but in this case, a three jaw chuck will bring us close enough for jazz.
To finish the flywheel, it must be mounted on a true-running mandrel and all faces brought down to the final dimensions so that there will be no out of balance, or unsightly wobble when mounted. In fact, this photo shows a crankshaft being used as the mandrel. For ultimate precision, the shaft should be running between centers, but in this case, a three jaw chuck will bring us close enough for jazz.
With that all done, the lathe will be in a right mess. Cast iron is so useful, but oh so dirty. The dust seems to get everywhere and soak up all oil from surfaces and slide-ways. A big clean-up is required, but because we are thinking ahead, the next part to make is the cast iron cylinder liner and we'll only have to clean up once, after that is done.

|
This work is licensed under a
Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |