 |
Westbury Whippet Project:
|
Every fun project has a step that is a potential show-stopper, either because screwing it up means game over, or because you know it is going to be so tedious and boring that you can't face starting it! The end result is the same: under the bench it goes. I know this from experience and that same experience tells me that that more often than not, once the task is done, I'm left wondering what all the fuss was about?
 Notice I said "fun" project as opposed to "paid work" project. In the latter case, you have no choice, and the Whippet almost fits this category because I've committed to building one for Hemingway in repayment for the one I'll keep. Just as well, because if it had just been for me, the project may have stalled at this point. The step in question is the drilling the holes that take the head securing studs, and provides the cooling passages from the water jacket to the upper cylinder head where the water exits at near to boiling temperature.
Notice I said "fun" project as opposed to "paid work" project. In the latter case, you have no choice, and the Whippet almost fits this category because I've committed to building one for Hemingway in repayment for the one I'll keep. Just as well, because if it had just been for me, the project may have stalled at this point. The step in question is the drilling the holes that take the head securing studs, and provides the cooling passages from the water jacket to the upper cylinder head where the water exits at near to boiling temperature.
 The reason for my foreboding was the right dog's breakfast that an unknown but otherwise competent model engineer had made of this job on an ETW Seagull that came into my possession (and went under the bench after inspection). The engines are virtually identical in design concept regarding the water cooled cylinder and side-valve head, even though the Seagull's parts are smaller and there are more of them. As can be seen here, the unknown builder followed the Model Engineer instructions which said to use the dimples in the head cover to establish the bolt pattern, then carry these through the head and into the cylinder. Sadly, they broke into the lip of the cylinder liner and the subsequent tapping operation suffered accordingly (look at the holes in the cylinder on the right as opposed to the one on the left, yet to be drilled in this way).
The reason for my foreboding was the right dog's breakfast that an unknown but otherwise competent model engineer had made of this job on an ETW Seagull that came into my possession (and went under the bench after inspection). The engines are virtually identical in design concept regarding the water cooled cylinder and side-valve head, even though the Seagull's parts are smaller and there are more of them. As can be seen here, the unknown builder followed the Model Engineer instructions which said to use the dimples in the head cover to establish the bolt pattern, then carry these through the head and into the cylinder. Sadly, they broke into the lip of the cylinder liner and the subsequent tapping operation suffered accordingly (look at the holes in the cylinder on the right as opposed to the one on the left, yet to be drilled in this way).
But forewarned is forearmed and this job can use that extra pair of arms. My plan of attack evolved to:
- Mill, file, and dress the head and head cover castings to exactly the same profile as the upper cylinder block casting.
- Create a CAD model of the holes to double check that they will adequately clear the liner lip. Adjust until satisfied, then dimension this drawing using the liner center as a datum.
- Make a drilling template in steel with holes coordinate drilled using the mill digital read-out (DRO), with a 1/4" hole in the datum location. This will be used to attach a spigot which is a close fit into the liner opening in the crankcase, providing precise radial alignment the jig plate. The rotational position can be set by visually aligning the rear center hole over a light scribe line in the middle of the casting, made earlier when marking out for the valve cages.
- Clamp the template to the block casting and drill the stud holes #42 for 6BA tapping size (close to 4-40, or M3 if 6BA does not mean anything to you). Then drill the water passage holes 1/8" as called out on the drawings.
- Remove the jig and tap the holes.
- Replace the jig, aligned with the holes using 1/8" dowel pins, then attach toolmakers' clamps flush against one side and the inlet/exhaust face to form a "fence" into which the head can be located, thus aligning it with the block underneath the plate.
- Remove the jig and detach the locating spigot, then clamp the head onto the jig, nestled against the locating fences.
- Drill through the head using the template, then remove the template and open out the tapping size holes to clearance size.
- Clamp the head cover to the head and carry through the stud holes using the head as the drilling jig, letting them emerge where they need to without regard to where the cast in bosses happen to be.
- Perform whatever clean-up is possible to hide the results of the last step!
Well to remove any suspense, the plan worked perfectly, though there were some surprises along the way and were I to do it again, I would revise the location of the water passage holes.
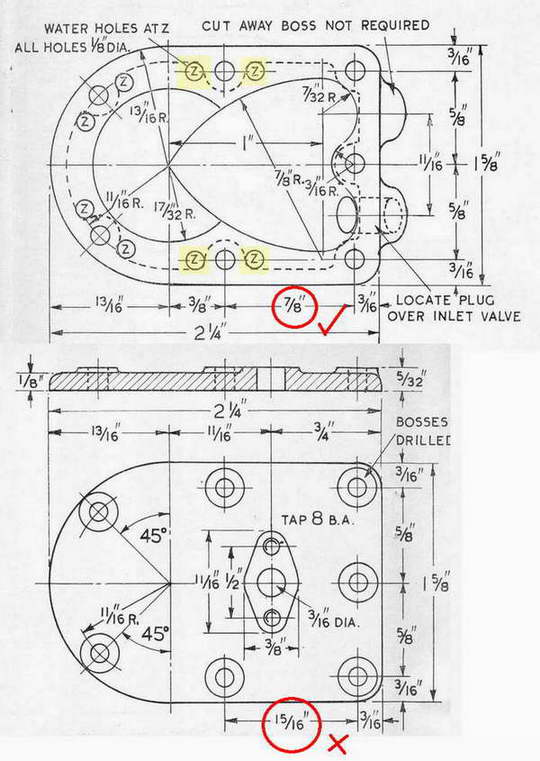 The first surprise came when the CAD layout of the holes was created: two of the stud holes intersected the liner so badly, they were close to breaking into the bore itself. Two of the water passages were actually inside the bore! Thinking I'd made a mistake, I began checking and found Yet Another uncorrected dimension error on the Whippet plan as can be seen here. Changing the spacing from 15/16" as shown on the cover to 7/8" as shown on the head put the holes in the right place, but it then made me wonder about the bosses cast into the head. Shure 'nuff; they are located using the incorrect dimension (they are also deeply dimpled, and not that accurate to the other dimensions either). Oh dear; how sad; never mind. I'll just mill away the bosses until their location and ugly shape is close to flush and less noticeable.
The first surprise came when the CAD layout of the holes was created: two of the stud holes intersected the liner so badly, they were close to breaking into the bore itself. Two of the water passages were actually inside the bore! Thinking I'd made a mistake, I began checking and found Yet Another uncorrected dimension error on the Whippet plan as can be seen here. Changing the spacing from 15/16" as shown on the cover to 7/8" as shown on the head put the holes in the right place, but it then made me wonder about the bosses cast into the head. Shure 'nuff; they are located using the incorrect dimension (they are also deeply dimpled, and not that accurate to the other dimensions either). Oh dear; how sad; never mind. I'll just mill away the bosses until their location and ugly shape is close to flush and less noticeable.
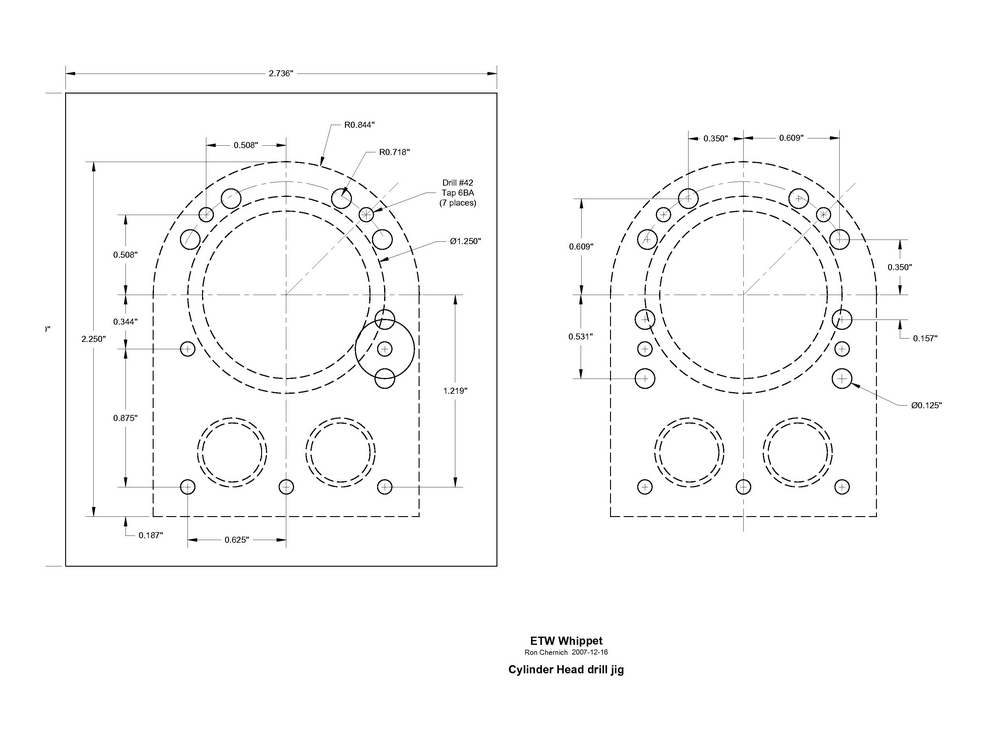 This is the jig layout that was used. As drawn, the major diameter of the 6BA tapped holes located on the 45° radials would be 0.002" away from the liner lip. This I did not like, so they were moved to be central in the available metal—a shift of about 1/64" radially. Now note the water passage holes. In the ME drawing above, these nestle neatly either side of bosses cast into the wet side of the head (shown dotted) that carry the attachment bolts (or studs). In reality, these bosses are MUCH larger in diameter, causing the water passages to pass through the bosses, just barely breaking into the water cooling cavity. Worse, the four displaced about the middle bolts come nowhere near the actual water jacket! In other words, they are useless as the proverbial.
This is the jig layout that was used. As drawn, the major diameter of the 6BA tapped holes located on the 45° radials would be 0.002" away from the liner lip. This I did not like, so they were moved to be central in the available metal—a shift of about 1/64" radially. Now note the water passage holes. In the ME drawing above, these nestle neatly either side of bosses cast into the wet side of the head (shown dotted) that carry the attachment bolts (or studs). In reality, these bosses are MUCH larger in diameter, causing the water passages to pass through the bosses, just barely breaking into the water cooling cavity. Worse, the four displaced about the middle bolts come nowhere near the actual water jacket! In other words, they are useless as the proverbial.
Stupidly, I marked and drilled them in the jig anyway, knowing that I would not actually drill them in the head. This means the only water passages are the four positioned around the front bolts. If I'd been thinking more clearly, I would have equi-spaced six water passages in an arc of about 200° to intersect the cooling jacket cavity. Well, as Ned Kelly, Oz's folk hero murderer is reputed to have said just before he was hung, such is life.
The following photo sequence shows the head preparation. One head was done on the shaper, leaving a finish that required draw fining and lapping. The next was done by milling, requiring draw filing and lapping. The alloy is just terrible stuff. Hemingway have been informed and are taking steps. The head casting is supplied with two spark plug bosses. This allows you to decide where you'd like the inlet valve to be, then mill away the other boss. The decision is set in stone when you make the cams.
 |
 |
 |
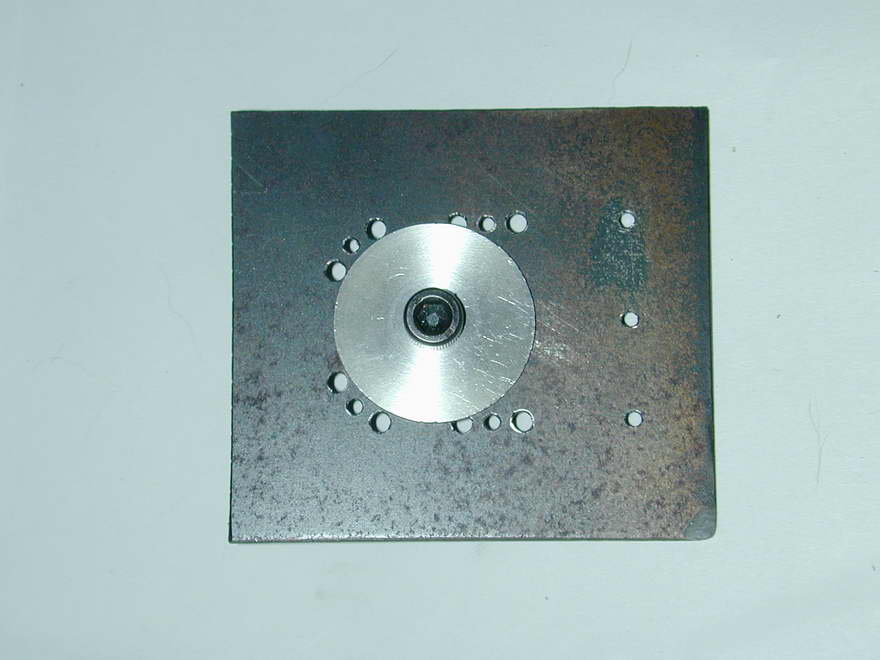
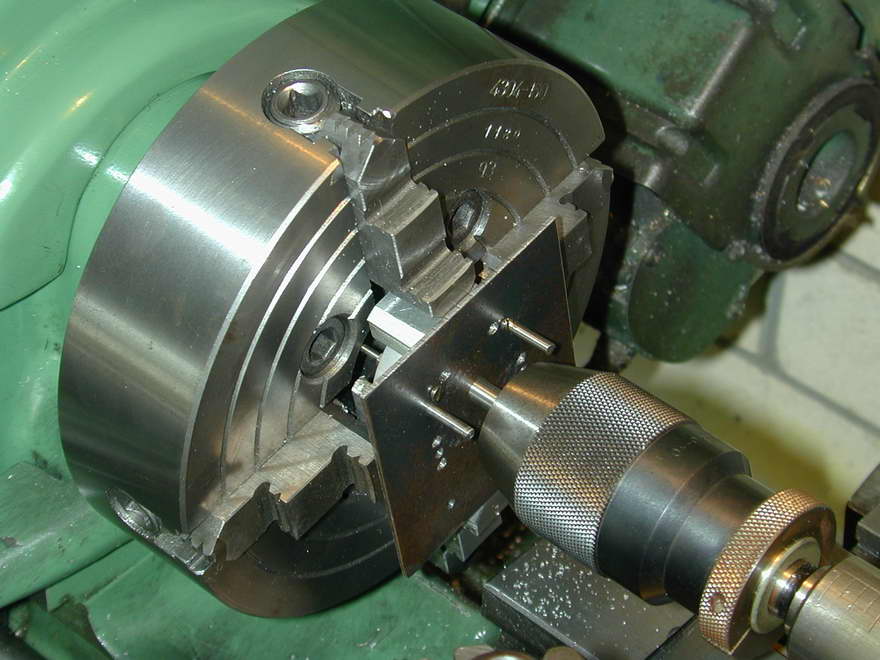
Here's the jig plate with the locating spigot attached. I've reused the same piece made earlier when marking out the head for the valve cages as it is a close, shake free fit in both cases and will center the critical holes around the liner bore. Note how two of the water passages, positioned as marked on the drawings, would intersect the liner. Water would still get past, but they could be so much better placed. The last shot shows the plate clamped to the head and the hole drilling under way. Lubricant is required or the rubbish alloy will load up the drill and cause an over-size hole that looks like it was gnawed by rats.
 |
 |
 |
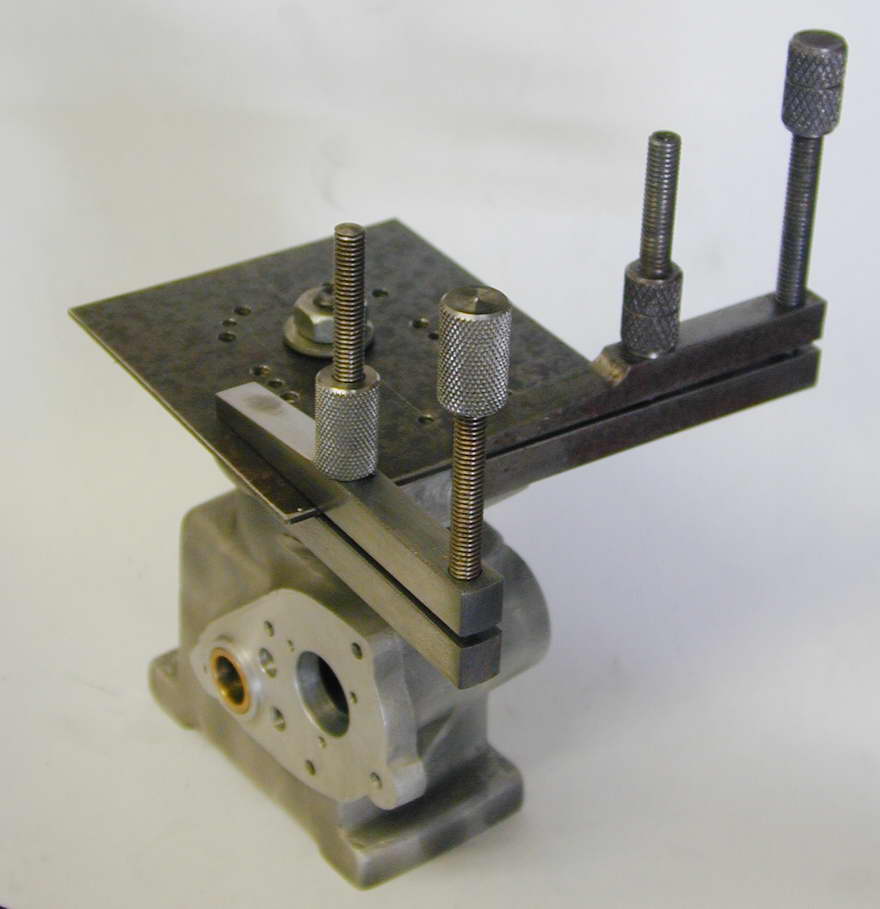
An aside about toolmakers' clamps: there is an established design for these, with a defined range of sizes[1][2]. These cost the earth, but are simple to make and every model engineer should have several. However the ones used here are not made to the standard pattern, although they operate in the standard way. The screw at the front sets the gap while the one at the rear applies the closing pressure. Normally, the screws are opposed. This variation places both screws on the same side of the clamp. The advantage in this is that lower face of the bottom jaw is flat, allowing it to be stood on another flat surface with the clamped work parallel to that surface. This will be a great help as we'll see in a minute. The idea for this design came from Model Engineers' Workshop magazine[3].
The next three photos show a pair of the clamps applied to the jig plate so that the side of the lower jaw rests against one side of the cylinder block, with another against the milled face where the inlet and exhaust flanges will go. As the clamps are made to have very good registration between top and bottom jaws, the sides of the upper jaws will be coincident with the "reference" faces of the cylinder and form a fence against which the cylinder head can be positioned after the locating spigot is removed (middle photo). With the head clamped to the plate, the underside of the clamps provide a sufficiently level surface to permit drilling, as seen in the third photo.
 |
 |
 |
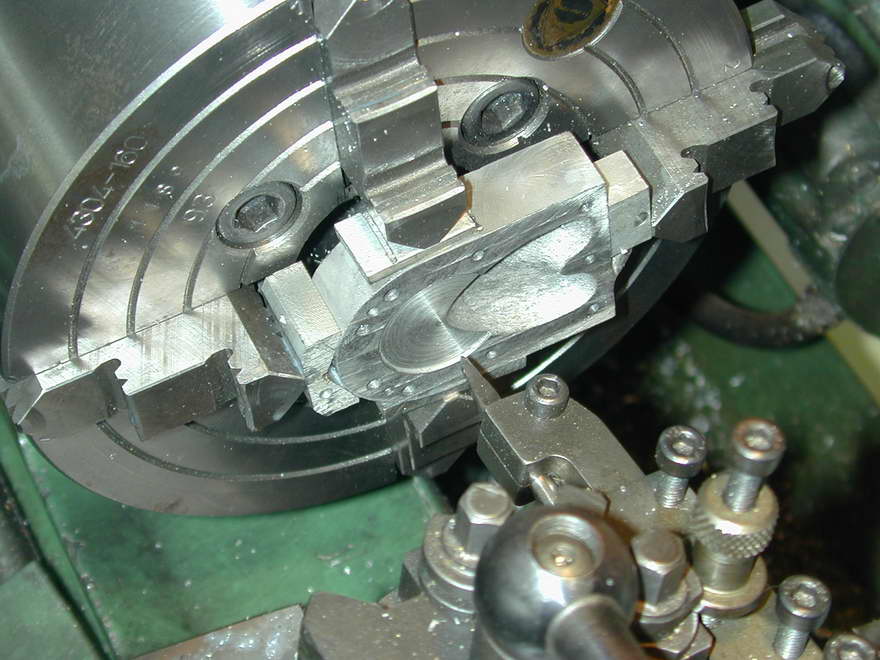
This next step was not listed in the plan of attack, but worked out well (happy accident). At TDC, the piston is about level with the top of the liner. A 1/32" deep cavity is shown on the plan to provide a squish-like effect and provide some latitude for a piston that expands with heat. The diameter is shown as 1/32" larger than the bore, providing some latitude for the actual head location as it does not key to the liner in any way. To position the casting for machining the recess, the plate is attached with three small screws and dowel pins inserted through the 1/8" water passages to align it. The central hole by which the spigot plate was previously attached is used with a 1/4" pin for rough alignment, followed by a DTI. The plate can then be removed and the recess turned. Look at that finish. The tool was razor sharp. Experience with this 'orrible stuff to date has shown that the optimum finish is obtained at slow speed and feed, but it still looks distinctly second-hand, despite best efforts.
 |
 |
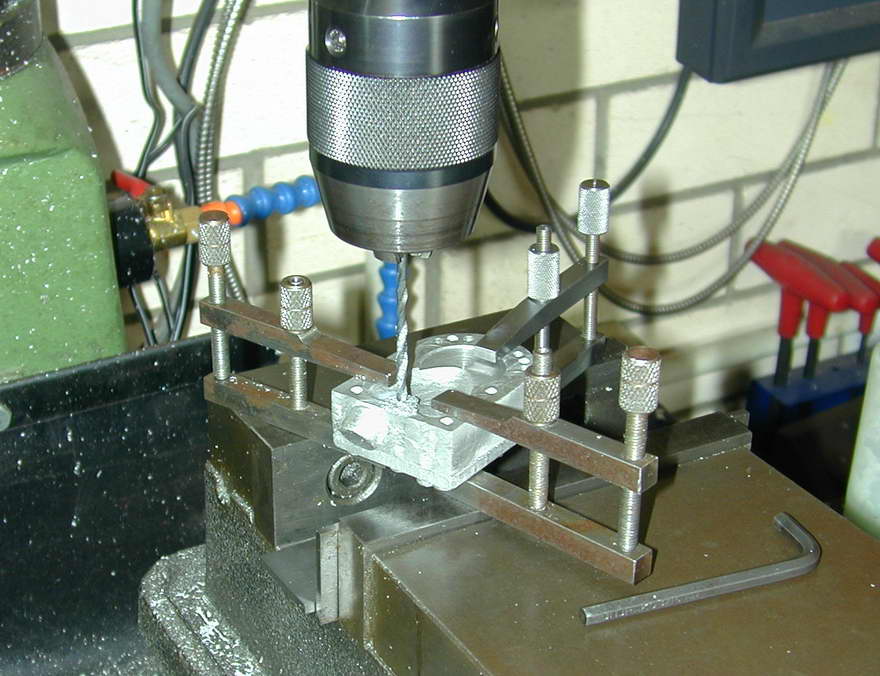
The last step is to align the head with the cover plate, clamp up, and drill through for the attachment bolts (or studs). Again the nifty flat-bottom toolmakers' clamps are used. The moment of truth is when we turn the thing over and see where the holes emerge relative to the bosses and dimples. The holes are *exactly* correct per the drawings. Note that the three at the right of the head cover are close to the boss centers. the next pair to the left appear off because the bosses are positioned using the incorrectly dimensioned ME drawing, presumably. But the left-most pair are off center on the bosses too. Now imagine what a mess we'd have been in if the dimples in the bosses had been drilled and the head cover used as the drill jig plate! I wonder how may Whippets from old Woking Precision (hah!) went under the bench at this point.
 |
 |
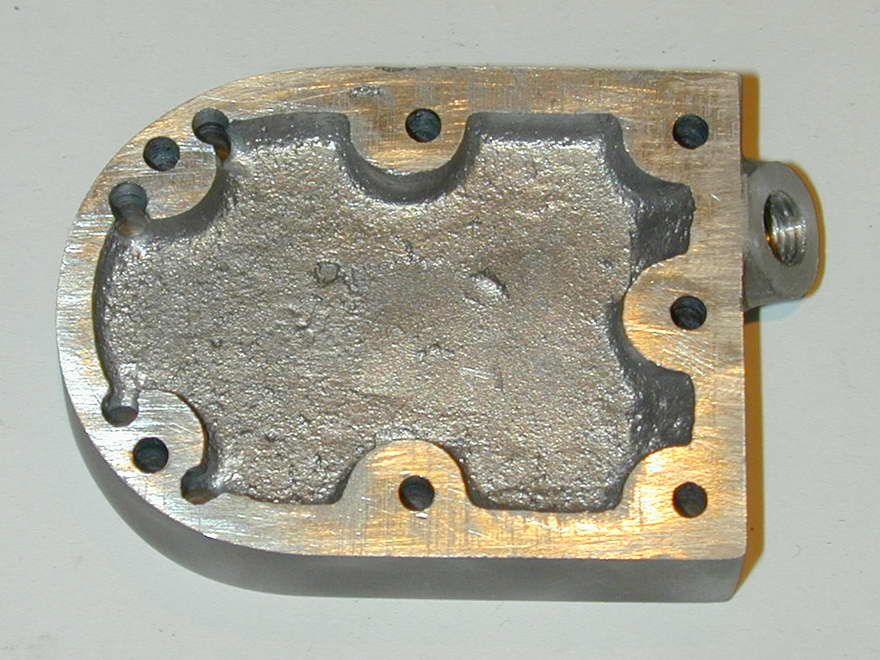 |
But we've got away with it, even if most of the bosses had to be removed to get rid of the displaced dimples and hide the off center boss locations. The projecting stub on the water outlet could have been drilled, but I chose to mill it away so a stainless steel flange fitting could be used. Neater looking, and I would not trust the alloy, reduced to a thin wall tube, to withstand any kind of mechanical loads, like attaching a plastic water pipe, without crumbling to dust!
 Here's the head after final milling and sandblasting. The pad for the water outlet pipe as been prepared for the stainess steel fitting that replaces the flimsy cast stub, and the offset pads are hopefully not as eye-catching as previously.
Here's the head after final milling and sandblasting. The pad for the water outlet pipe as been prepared for the stainess steel fitting that replaces the flimsy cast stub, and the offset pads are hopefully not as eye-catching as previously.
References
| [1] | Hall, Harold: Toolmakers Clamps, Model Engineeers' Workshop, Issue 7, Oct/Nov 1991, p34. |
| [2] | Lautard, G: The Machinist's Bedside Reader, 2nd Edition, 1996, (self published) ISBN 0-9690980-2-2, p149. |
| [3] | Steele, John: Toolmakers Clamps, Model Engineeers' Workshop, Issue 25, Sep/Oct 1994, p37. |

|
This work is licensed under a
Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |