Glow Chief 19
Click on images to view them in larger size and more detail.
This restoration job (three examples of Gordon Burford's Glow Chief 19) required cylinder heads and the *usual* needle valve and spray-bar assemblies. Making the heads was not difficult, but I figured that recording the steps was probably worthwhile, so here we go; click on a picture to enlarge it, click on the link under it to read about the step:


















This page designed to look best when using anything but IE!
Step Zero
Gotta have a plan. The sad old head, showing honerable scars of youthfull abuse gets measured and CADed. A simple pencil sketch would serve just as well, although it was usefull to be able to use the CAD program to derive the little table of offsets for the sawcuts.
Step 1
All heads were turned from a length of 6061 bar stock, cut to be long enough for each head, a bandsaw cut, plus a little. In anticipation for a major stuff-up, the bar was cut long enough for four heads (been there before, I have). That done, it was a convenient size to hold in the 3 jaw self-centering chuck without tailstock support. Fisrt operation is center-drill, face the end, then finish turn to the required head diameter for the total height, plus the bandsaw cut, plus about 0.020". The end of the finish area will then be used to align the stock in the saw for parting-off. That done, the edge profile is formed. Here we see a 45 degree chamfer has been cut, and a radiused form tool is about to be plunged in.
Step 2
And here we are after the edge has been radiused. Care needs to be taken not to nick the top or side with the extreme ends of the tool by plunging in too far. Now use a parting off tool to cut down to the diameter of the portion that will insert into the bore (this can be seen clearly in the next shot). Use a right hand tool to ensire what will be the underside of the head has a good finish that is perpendicular to this section.
Step 3
Last operation for this setup is drill #2 for a depth just greater than the finished length, counter bore with a 1/2" slot drill, and finally tap 1/4-32 (the standard glow-plug thread). We also take the opportunity to give the head a good polish with "Braso" or something similar at this stage. An anodized finish will reflect, if you'll pardon the pun, the finish of the aluminum. Come to think of it, Glow Chief were all a bit dull, so maybe I should have left the head "as cut".
Step 4
The work is transferred to the rotary table under the mill to drill and counterbore the mounting holes. To do this the quill is centered over the head using an edge finder. I follow a method I read in one of Guy Latuard's "Machinists Bedside Reader" books: Center the quil by eyeball, then wind off in say the X direction and indicate the edge. Set the DRO, or dial collar to exactly half the measured diameter, plus half the indicator diameter. This will be slightly wrong because the point we took the edge reading was approximate, but that does not matter. Wind back to exactly zero, then wind out in the other direction and repeat. Now repeat all again. Within 3 iterations of this cycle, you will be within less than one thou of the exact center.
Step 4a
Zero the rotary table, wind the mill table out to the correct hole radius, and start drilling and counterboring for the six hold-down screws. In the shot here, the first hole is complete, the second drilled, and the counter boring tool about ready to cut to depth for the next. Now, do you center drill six times, drill six times and counter bore six times, or do all 3 operations on one hole before winding the table around to the next? I think it's six of one, and half a dozen of the other (*groan*). With a keyless chuck, tool changes are quick compared to cranking the table handle, so I'm completing each hole as I go.
Step 5
Now the table is oriented vertically, with the bolt holes aligned "fore-aft", per the drawing, for fin-slitting. A 1/16" slitting saw is mounted and brought down to touch the top of the head. The Z axis is zeroed, then lowered by a distance of one half the sum of the head diameter and cutter thickness. At this point (as seen here), the Z axis is re-zeroed. All cuts will now be plus or minus from this datum.
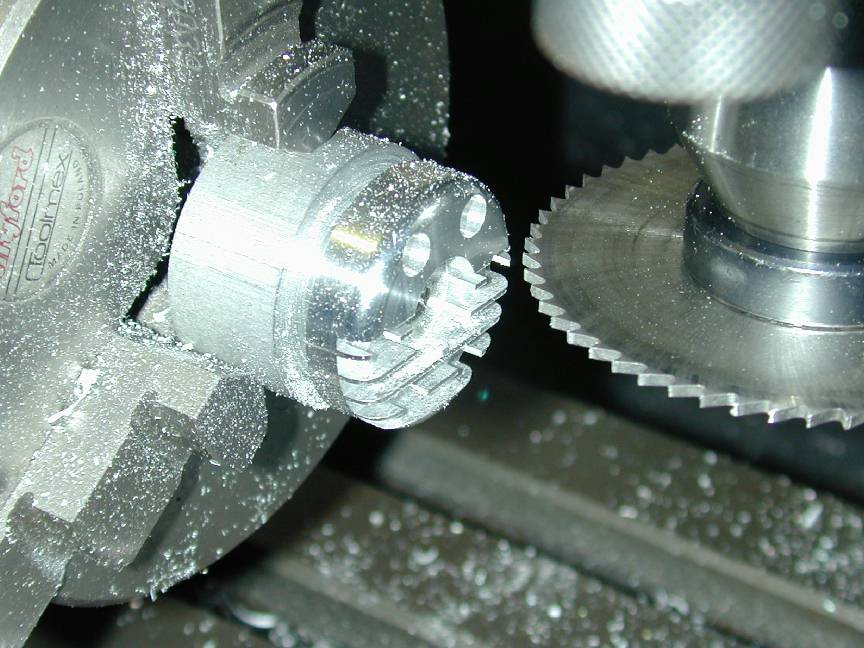
Step 6
Starting from the bottom, each fin gap requires two overlapping cuts with the offset from zero taken from the table calculated back at the CAD drawing stage. The cutter is run at the highest possible speed for this, cutting dry. Dry because I've no coolant pump, and it makes enough mess as it is. I don't like to even think about adding liquid to this operation!
Step 7
And here we are, all fin gaps cut. There will be some slight burrs on the exit sides of the wound, err, cut. These can be trimmed off with an Exacto blade, as can any burrs in the counterbore holes.
Step 8
Profiling the combustion chamber side of the head requires a special holding fixture. This is very conviently made from a piece of hex steel from the scrap box (thanks Kerry!), bored to a close sliding fit of all heads and deep enough to not quite enclose the entire external head height. The jig is then drilled and tapped across one of the peaks before being cut half through at the "floor" position, then across the drilled peak to form a hose-clamp like fixture. Finally a 1/8" peg is mounted to align the heads via a mounting hole. You may notice an extra hole. That's because I got the position wrong the first time. More on this later.
Step 9
The head is now parted off using the band saw (very frugal compared to a parting off blade; very easy too!) and clamped up in the jig.
Now we see why the position of the locating peg relative to the hex flats was important, as it's on the hex flats that we will grip the fixture and we need a pair of flats at right angles to the head fins.
With the jig set on parallels in the mill vice, we face to final height, then cut the channel for the piston baffel with a 1/8" slot drill. As seen in the drawing, the channel needs to be aligned in the same direction as the fins.
Step 10
Next the jig needs to be tilted to form the sloping combustion chamber. Again, simple provided the flats of the jig were right. I set the angle using the original head in the jig, then swapped in the three new heads one at a time. A slot drill is used to mill away until the tip of the drill just intersects with the corner of the baffle channel.
Step 11
This rather dark shot shows the special shop-made radiusing tool used to finish the head to the drawing spec. The tool (seen better in the next photo) is a three flute cutter with a 1/8" radius turned in before gnashing with an end mill. The ends of the teeth are relieved with a swiss file before hardening and tempering. Finally, the cutting faces were touched up in the Quorn, but a hand held Dremel tool could probably have been used, with care, to achieve the same result.
Step 12
Old, new, and special cutter. After anodizing, the only noticable difference will be that the new heads will probably have a better sheen than the original.
Step 13
Trial assembly. Time to make coffee and admire our own brilliance.
Step 14
As usual with most restorations, needle valves and spray bars were required (Where do they all go? Are they spirited away by tiny gnomes late at night, and join some vast underground railroad to a distant, secret place populated entirely by mixed race NVA life-forms?) This photo shows an original Glow Chief needle and my reproduction. Gordon used #15 quilting needles in his engines. The story goes that the local haberdashery (Adelaide, South Australia) could never figure out why their entire shipments of #15's always sold out as soon as they arrived! Anyway, I was lucky to be given a few of these genuine 1960's vintage needles--the exact ones used by Gordon--so here is an uncut one, sitting in a newly turned thimble.
Step 15
Not a lot to say about the spraybar. It's turned from 1/4" diameter brass. The thread is 3BA--a bit unusual, so I had to make nuts as well. It uses the "2 jet hole" design, which theory says should be superior to the "single, down-stream jet" type. Why? The air-flow in region under the spraybar will be turbulant, while that at either side will be smooth. Theory says therefore that atomization and fuel draw will be better from a jet positioned on the "side" of the spraybar, compared to one on the bottom. So where do we mostly put the hole? On the bottom of course. Also noteworthy is the venturi insert visible in this shot. This was provided so the engine could be supplied with conventional needle and spraybar, or as an R/C variant, with throttle in place of the insert.
Step 16
Anodizing (see anodizing). Early Glow Chief engines had gold anodized heads, Later ones were plain. Strictly speaking, the engine with the rectangular exhaust hole should have been left plain, but the others looked just so pritty...

Please submit all questions and comments to
