Building the Sparey 5cc Diesel
Last update: May 05, 2003

This engine appeared first in Aeromodeller magazine of May, 1946 where it was credited to the Aeromodeller Staff. I believe this makes it the first compression ignition engine for model use and home construction to be published in England (it was certainly preceded by the Nova 1, Mancini, and others on the Continent during World War II). It's one honkin' big engine with a cooling muff the size (and shape) of a door-knob, but after you stare at it long enough, it takes on a sort of charm. I had a couple of castings lying around—one from Woking Precision, the other from a kind reader of these pages, so for no readily apparent reason, construction started on April 5, 2003 with the view that the four day Easter long weekend, followed by the three day Anzac Day vacation would probably give me enough workshop time to complete before the end of the month. Guess what? Failed again.
I'm starting to find my own construction articles rather repetitious. Worse, in an attempt to avoid repetition, I run the danger of becoming self-contradictory, so to head off this danger, all the construction photos appear below, en mass, on the theory that most people prefer to just look at the pictures anyway. Each pic has a "caption". If the caption is a hyperlink, click it to read what I think is noteworthy about the shot. No "back" links are provided, but you'll figure it out.
I decided to attempt to make the engine *exactly* to Sparey's 1946 design, deviating as little as possible (a difficult task for me), working from a print of what may be the original Sparey plan—certainly it matches that in Laidlaw-Dickenson's book "Model Diesel Engines" (1946), and carries a "MM" designation which usually denotes a Model Maker plan, however as Model Maker did not come into being until 1951, it must mean Model Mechanic in this instance.

|

|
|

|
||

|

|
|

|
||

|

|
|

|
||

|

|
|

|

|
|
|
||

|
||

|
|
|

|
||

|
||

|

|
|

|
||

|
||

|


















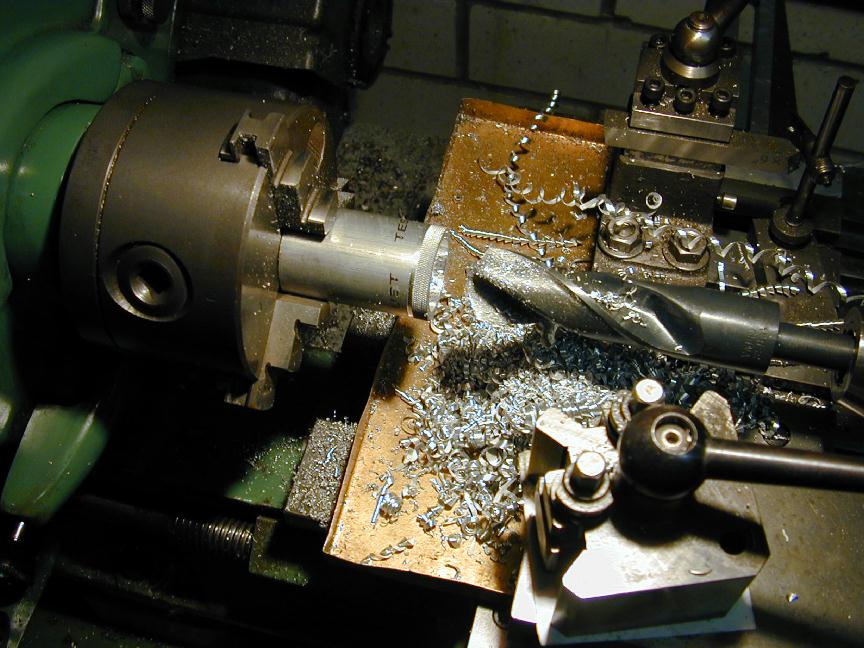

















Photo 1
Here the stub which will be silver brazed to the cylinder to hold the inlet tube is being profiled prior to parting off, previously having been drilled, tapped, profiled for the cylinder, and opened out in a cone to merge the ID with the cylinder inlet slot. The mating faces need to be a close, accurate fit to achieve a neat brazing job. The cylinder OD is 13/16" and while I don't have a mill cutter, or slot drill of that diameter, I do have a 3/4" end mill. A quick bit of CAD shows that this will result in a gap at the apex of the arc less of less than 2 thou which the silver braze will easily fill. Notice the finished stub sitting on top of the GHT style tool holder.Photo 4
This shot shows the end of a piece of brass stock being profiled with a 5/16" slot drill to achieve a neat fit against the venturi tube. The end of the stub into which the venturi will screw was profiled in the same way. Again, I don't have a cutter to match the required 11/32" OD of the venturi tube, and the error of using the closest cutter (5/16" diameter) will be almost 0.009" which is really too much for a neat job. Fortunately, reducing the venturi/inlet tube diameter to 5/16" to match the cutters on hand is feasible, so that's what I did. So much for building exactly per the plan!Photo 6
Here's another small, but invisible deviation from the plan. The needle thread is 3/16 x 40 TPI from the British "Model Engineer Series" threads—a series of 32 and 40 TPI threads ranging in 1/32" increments from 1/32" to 1/2" having a 55 degree included angle threadform. This thread has a minimum diameter of about 5/32", while the needle itself is made from 1/16" music wire, making the walls quite thick. Looking at this, I decided that rather than using the common "split thimble" design to provide friction as shown on the plan, I'd borrow an idea I saw used on the ED Mk III where, even though you can't see it, a small spring rides in a counter bored hole in the spraybar to provide friction and force the faces of the thread together to reduce air leakage. It works well, except I've learnt a thing about winding springs: if a compression spring has only longitudinal forces on it, it does not matter which way it is wound—but if it also has rotational forces applied as well, it should be wound so that the rotating forces tend to wind it tighter as tension increases. Otherwise (as can be seen here, the increasing force will tend to unwind your spring! Live and learn...{kind=link}
Photo 8
Making neat solder joints is a challenge, as can be aligning the parts to be soldered. In this case, I've turned up a small stub with concentric 1/16" and 0.11" sections that will align the upper and lower component either side of the venturi tube. Being aluminium, there's no danger of it becoming part of the assembly when heat is applied. In this photo, the concave faces of the "spray bar" parts have been tinned lightly and are shown assembled on the stub. Also visible is the tapped hole in the venturi. This was a mistake. That hole should have been left untapped until the assembly was soldered, allowing the tap to be entered into the lower stub to align the cut into the venturi tube. As it was, I had to re-tap which fixed the self-created problem at the expense of slight mutilation of the thread in the venturi tube. After tightly clamping the parts, gentle heat from a gas flame and a spot of flux were applied until the solder oozed out of the seam. Clean up and we're done.Photo 10
The cylinder is turned from a lump of 1.625" diameter 12L14 steel. First, the upper portion is finish turned and screw-cut while supported by a live center in the tailstock. To achieve this, we need a bit of extra material for chucking as the finished length below the mounting flange is only 1/16" long. The center is then removed and the cylinder drilled through 1/16" undersize (finish size: 11/16", so drill 5/16 followed by 5/8"). We now reverse and grip lightly with shim, tapping gently to get OD just to the left of the flange to run reasonably true—within a couple of thou is ok. Next, form the flange to within 10 thou of finished size and bore out to finished size. Finally, finish the flange and get rid of the excess length as seen in this shot (note the finished cylinder in the background).There is reason in this sequence. The cylinder bore must be at right angles to the flange underside to minimize friction. Also, with the small size, long boring tools we must use on small engines, there will always be springback, so the bore will have a slight taper, narrower at the headstock end. This can be good as we want a light taper in the honed bore, but it also means we must bore from the bottom of the cylinder. The upper portion of the cylinder on the outside does not have to be precisely concentric, nor parallel with the bore. A thou or so off will never be noticed and have no impact on running, hence the sequence described gives us the easiest machining setups (with left hand tools only—ie no cutting towards the tailstock necessary and no cutting between shoulders). We also get the least material waste, and the ability to tighten the chuck down hard for heavy cuts at the start of the work. We do however have to use light chucking force on the last setup as we don't want the top of the cylinder distorted during the finish boring operation.
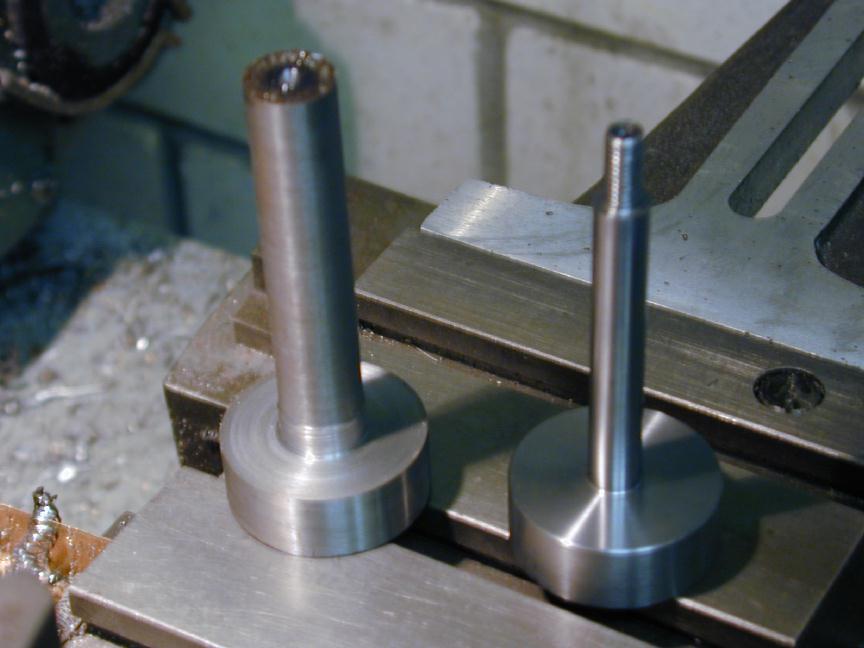
After the bore and flange are complete, the cylinder and chuck go to the rotary table, set horizontally under the mill to cut the ports all port positions are cut relative to the bottom of the flange. The table then gets positioned vertical to trim the flange square, Finally, the mounting holes are drilled and forward transfer slot cut with a 3/32" slot drill as seen on the finished cylinder sitting on the lathe saddle in this photo. You may also be able to see that the flange is not square, but rectangular with extra length at the front where the bypass cover will be soldered.
Visible to the eagle-eyed nit-pickers will be the apparent difference in the cylinder bore location relative to the front of the case cavity when comparing the cases in this shot. Well, it was a boo-boo. The case on the right should have had it's rear recessed by 1/16" to produce a "step" like the one on the left (which has this feature cast in). This resulted in a displacement of the case cavity front being displaced by 1/16" too far aft. That case had to be mounted on a mandrel so these small deficiencies could be rectified (as can be seen by careful examination of subsequent photos). I guess nobody's perfect...
With the fuel jet tightened up, the needle itself, which has been left a sliding fit in the thimble until now, can be trimmed to length and fixed in position. After trimming, the end that must be soldered to the thimble is tinned with 60/40 resin core solder (electrical type). While still molten a rag is quickly swiped over the wire which removes almost all of the excess. If this is done right, the sliding fit becomes a push fit and all we have to do is heat the thimble in a gas flame until tiny "sweat" beads of solder appear around the periphery of the needle, and now you know why they call it "sweat soldering". After cooling, the end is dressed with a fine file and we have an invisible, but perfectly sound solder joint. I shudder every time I see an otherwise beautifully machined engine "ruined" by an unsightly blob of solder on the needle/thimble joint. It's not necessary for strength, and easy to avoid if you follow the procedure given here.
This took a week (that was quite some whack) and gave me occasion to think. First, the engine was probably way too wet. I'd opened the needle about 3 turns. A better procedure is to start with the needle closed, or very nearly closed and open it until sustained running from a port-prime is achieved. I know this, and advocate it elsewhere in these pages; so why didn't I do it? Complacency, I guess.
So a week later, out we go again; this time with the finger protector in place and the needle closed. Prime, flick, *pop*. One more flick and it's running; outstanding! No finger protector required. The sound it's making is a bit laboured though, so back off the compression, only to find that the comp screw has ceased to contact the contra-piston, but the engine still making over-compressed sounds. As this can cause damage, it was stopped and we retired to the shop for an inspection. This showed that the c-p was "up" as far as the cooling jacket cavity would permit it to go. In other words, I had a fixed compression diesel with too much compression for standard fuel. I've never understood why companies produced diesels where compression adjustment was via the fuel mix (The Drone, Vivell, and many French designs like the Micron). This is too empirical for my taste. I could fix the Sparey's problem by reducing the amount of ether in the fuel, increasing the oil, or circumcising the contra-piston. I chose the latter, making the contra 1/32" shorter than the plan dimension height of 3/8".
My recommendations for Sparey 5 builders are:
Overall, I'm pleased with the engine and I've learnt things by making it. I had been thinking about building a Kiel Kraft "Junior 60" for it, but now realize that the Sparey would either pull the wings off, or vibrate the wheels off!
Photo 11
Having made the cylinders, blanks for the cooling fins were sawn off to near finished length, then bored and threaded internally. I took no special care to make the threads on the cylinders and the muffs interchangeable. Instead, after internal threading, a mandrel was screw-cut to fit the smaller of the two (they were close anyway) and a jam-collar used to firmly hold the muff for profiling and lower fin cutting. Another small deviation: the plans show all fins, including the top one that the vertical fins are machined onto as being 1/16" thick. This looked weak to me, so I increased the height 1/16" to make this fin 1/8" thick.
Photo 13
Another reason that attempting inter-changeability of the cooling muffs would be a total waste of time is that the upper, vertical cooling fins need to align fore-aft when the thread is tight. The easiest way to achieve this is use the cylinder as a mandrel and cut the fins with the blank tightened to it's ultimate resting place. If you look in the mill vice, you can see a large lump of hex steel that is counter bored for the cylinder end and tapped to set the cylinder in the correct location for fin cutting. A 1/16" slitting saw was then set to the exact center of the muff, the mill-drill down-feed readout zeroed, and cuts made each 1/8" first, one way, then the other. Very pleasing results, even if the amount of fining is probably way more than the engine really needs.
Photo 14
Here's the finished results. Being a bit concerned over the large lump of metal waving in the breeze for the operation, I gashed the first head at 260 rpm with the 2" slitting saw. Using a relatively slow manual feed, all went smoothly, but I could notice feint circular machining marks on the sides of the fins. The second I did at 800 rpm, also with no trouble and a considerably better finish. Lesson? Faster is better for this operation (and I'm sure real machinists would be able to tell me exactly what speed and feed I should have used—I'm an amateur, remember!)
Photo 15
On cylinders such as this, I prefer to silver-braze the inlet stub and soft solder the bypass cover. As the temperatures are wildly different, I can soft solder with no fear that the inlet stub will come adrift in the process. To align the inlet stub, another aluminium mandrel is required that locates the stub closely on the ID of the threaded portion, with a flat that protrudes into the cylinder bore. A 4-40 screw then pulls cylinder and stub into close alignment with a pin (broken drill in this case) preventing the stub from pulling out. After silver brazing is complete, slack off the screw, drop out the pin, and withdraw the stub. This photo shows one complete and the the next ready for brazing.
Photo 16
I've covered the making of these little steel bypass channels/covers before, so see the Taplin Twin Prototype for details. Soldering in place can be neatly achieved using a killed spirit flux such as "Bakers", and a tinned scriber tip as a miniature soldering iron to drag the pool of solder around the seam. I've used a "silver" solder which has a higher melting point and strength than ordinary 60/40 lead/tin solder (but still nowhere near that of silver braze). Even though it looks messy here, after a short clean-up with a little rotary wire brush in the Dremel hand-tool and a buffing with a kitchen Scotch-Brite pad, it looks just great (see Photo 38).
Photo 19
The backplate is made before the case as I find it easier to make a matching internal thread than vice-versa. However this photo is annotated so I can comment about how I grind the top of standard "Eclipse" style 3/32" part-off blades. Look at the chips. The top of the blade has a light "V" ground into it with the edge of a cut-off disk in the trusty Dremel hand-tool. This makes the chips curl up as they come off the blade making it almost impossible for them to jam up the groove with disastrous result for the operation. I feel confident enough with blades ground like this that I can part-off under power feed (almost  ).
).
Photo 21
Sorry about the focus in these shots—they looked ok on the little camera screen, but when viewed full size—uughh. The chuck with casting in place has been transferred from lathe to mill/drill to mill the underside of the engine lugs which ensures that when mounted, it will not have inadvertent up or down thrust. After milling, the mounting holes can be drilled and we are finished with this setup and can move on to machining the crankcase cylinder bore.
Photo 23
This shot shows the plug that will be bolted to an angle plate to locate closely in the crankcase cavity, with the flat aligned at 90 degrees to the lathe axis. Since the displacement of the flat from the center of the plug can be accurately calculated, it provides a known reference point to establish the all-important "deck height" of the engine—ie, the cylinder mounting face relative to the axial centerline of the crankcase. That explains the big plug you say, but what about the little of one? The ID of the Sparey 5cc case is 1.250". The cavity is 0.750" deep. For some reason, I decided the plug should therefore also be 0.750" diameter. If I'd brought a case anywhere near the plug even before I started removing metal, I'd have seen the folly, but no—I waited until I was within 10 thou before offering up the case, whereupon I had a quiet chuckle at my own stupidity, and started again. The little plug may be useful for something, someday...
Photo 25
This shows the interior of the two cases. The one on the left has been milled away to (hopefully) provide sufficient clearance for the conrod, while that on the right has yet to receive this treatment. The shot also shows another departure from the plans where I've turned a channel deeper than the specified 1.250" bore in the region of the conrod big-end. As designed, the Sparey rod is all steel, with 1/32" walls on the big end. I plan to use an aluminium rod and wanted a little more meat on the big end, hence the extra clearance provided by the channel.
Photo 27
I've made the main bush exactly per the plan, except substituting bronze for cast iron simply because heredownunder, it's easier to buy bronze than cast iron! The bush is in two rather small pieces, pushed in from either end. A lip on the internal piece provides a thrust face for the crankshaft. The mandrel in the picture was turned to hold and position the bush parts during the rather brutal shoving required when using a 0.002" interference fit.
Photo 28
As mentioned earlier, the Sparey plans show the con rod made from 3/16" steel plate, profiled to 1/8" flat between the ends. Even if case hardened, this is a bit flexible for the rod of a 5cc diesel, plus we have "hard" on "hard" at the big end—not a great idea, and I know of two Sparey 5's built per the plan which experienced con rod to crankpin seizure while being run-in. So another invisible deviation: my rods are from 1/4" 2024-T3 aluminium plate, thinned to 3/16, with adjustments made internally to accommodate the extra thickness. I like to prepare the rods to at least a rough profile at this stage (before making the crankshaft) so the rod can be used when achieving the final finish and size for the crank pin.
Photo 29
What can I say? Large lump of disreputable, rusty, 12L14 steel gets roughed down to within 20 thou of finished size; rough shaft blank gets finish turned and lightly honed to be a close, but free sliding fit into the bushes that have been pressed into the crankcase. Recall, these were made a 0.002" interference fit. It never ceases to amaze me that something as hard as bearing bronze with thick walls will close up by a thou or so when pressed into a relatively thin, soft crankcase! There is no point trying to run your reamer through again either as there is not enough metal for the reamer to cut—all you'll do is dull the reamer. Hence: make and fit the bushing first, then finish the shaft to fit.
Photo 31
Turning the crankpin—nothing special here: using a "Keats" plate to hold the shaft at the correct offset for the throw. Because of the long shaft and small hole in my faceplate, I perforce had a lot of overhang during the rather brutal and nerve-wracking interrupted-cut that forms the pin, hence light cuts are the order of the day. Each pin takes about an hour with teeth clenched for every minute of it. I've found that a dead center brought up onto a center drilled hole in the end of the pin provides extra insurance against accidental rotation of the shaft during this process. When turning to a shoulder like this, I place a little engineer's clamp on the lathe slideways to just touch the saddle at the end of the cut (less an allowance for a skimming, final cut). The power-feed get dropped out just as daylight between saddle and clamp disappears. Really must get around to making a more sophisticated end-stop/indicator some day...
Photo 33
Progress as of the end of the Easter long weekend, April 18..21, 2003. The Sparey's are looking like engines, and all the large parts have been machined, but there's lots of little jobs to do that will take a long time; but that's all any engine project is really, a lot of little jobs sequenced so that a small mistake on one can be accommodated for on the next—if you're lucky.
Photo 34
How to turn a large expensive lump of aluminium into a thin-wall tube with a closed end to use as the fuel tank. Then, when it's all over, remember you actually have some aluminium tube of the correct OD that could have had a nice little plug pressed or glued into the end to achieve the same result with lots less effort, swarf, and guilt over the use of 6061 grade stock where any old stuff would do. Grrrr...
Photo 35
This shows the neat little swinging filler hole cover, a 'la ED Mk I and III. The cover is riveted in place with a 1/16" brass rivet from stock bought for use as end-pads for the Morton wrist-pins. Having committed to do this, I realized I'd need a 1/16" rivet snap and dolly to do the job neatly. Making these took longer than making and fitting the covers, still, the result does look neat.
Photo 36
Progress as of the end of the Anzac Day long weekend, April 25..27, 2003. At this point, the Cylinders still need to be honed, the wrist pins made, the piston and contra-pistons made and honed, the con rods fitted, and the fuel jet/tank attach screws made. So still a long way to go, but looking good on the outside.
Photo 39
The odd little contraption on the left in this photo is the fuel jet. Sparey's original design had this drilled through 1/16" diameter for the gramophone needle he used. After fitting, a drill was to be run through the venturi to contour its tip to the inlet ID. With almost sixty years of experience, we can now make two small changes to this. First, the end that resides inside the venturi is made conical and the threaded length carefully adjusted to raise the end above the wall of the venturi about 25 thou. Second, the 1/16" hole is blind drilled from the fuel feed side to within 1/16" of the conical tip, then drilled thru with a #60 drill. This provides a shoulder against which the needle taper will seat and so provides a positive closure and more reliable metering of the fuel spray. The spray of fuel droplets is also raised into the breeze, as it were, rather than dribbled down the side of the inlet tube wall.
Photo 41
Crude and dangerous, but it works, giving good results with moderate care. The rod end is dropped over a pin with a soft washer underneath and a collet on top. One side of the collet is flattened so that when the cutter touches the flat, the rod will be at the correct radius. The rod is swung by hand with a firm grip, so that metal is removed by "climb milling". Be careful when rotating back to the start as the cutter will be trying to snatch the rod away from you. If this happens, material will be removed where it shouldn't (if that sounds like I'm speaking from experience, I am). I don't recommend this procedure for small rods though—there's not enough to hang onto—these are better done with filing buttons, or made to the dog-bone design.
Photo 42
After profiling the ends, an oil hole is drilled in the top to assist lubrication. I've been told by someone I respect (but the identity of whom I've forgotten) that if not drilled at the top, the hole will have the opposite effect and will extract oil from the bearing. Can't see why or how, but best to be safe.
Photo 43
The wrist pin (or perhaps we should say gudgeon pin given the engines ancestry) is designed to be fully free floating, with soft brass end pads. It will have to ride over the inlet and transfer slots in the fore and aft walls, but as these are narrower than the massive 3/16" diameter pin, there should be no chance of a jam occurring provided the pads have a large radius. The plan makes no mention of how the pin should be drilled, so I've drilled thru 3/64" and Locktited in pads that have 1/32" thick ends. In this photo, one pin has been finished and polished.
Photo 44
Now we are down the last three dirty jobs. First the dirtiest by far: cylinder honing. Here is the aluminium hone (or lap, if you prefer—I'll call it a lap even though I believe "hone" is more technically correct) ready for "charging", plus the things that will charge it. On the right is the diamond lapping paste I bought ten years ago that will probably outlive me. On the left is a piece of tool steel that will be used to "charge" the lap. All we need is something that's harder than the lap material so the diamond grit will be pressed into the softer lap material. The lap design is as simple as can be and works well for diesels which need a little taper towards the top of the cylinder. It has been drilled and tapped 1/4 x 20 with a first taper tap. So when a cap head screw is screwed in and hits the tapered thread, the lap expands with a natural taper towards the headstock end. This means that the cylinder must always be offered up to the lap with the top towards the headstock, otherwise the taper will form in the wrong direction.
Photo 45
In this shot, the merest smear of paste has been smeared on the HSS, then rubbed onto one of the lap petals. The amount of paste on the HSS is sufficient to do another petal at least. Note that the active-surface lap length is about half the overall cylinder length. In use, no more than one quarter of this length should be allowed to emerge from the ends to minimise "bell-mouthing" of the bore.
Photo 46
Down 'n dirty. The wooden nut-cracker holds the cylinder which is stroked up and down the lap with lots of lapping oil (a fine oil that carries away the metal dust). The lap is adjusted so that there is no great danger of it grabbing and rotating the cylinder with moderate clamping pressure (two or three stages short of white-knuckle pressure). Glossy paper protects the lathe bed (not rags, or newspaper which are too absorbent). We are aiming for a parallel taper below the exhaust ports, tapering by at most, 0.001" above that. Lapping is complete when the walls exhibit a consistent dull grey look.
Photo 47
Remember how I said light clamping pressure of the 3 jaw chuck should be used when gripping the cylinder for final boring? If you look closely at the side of the cylinder walls opposite the camera at the top, you should be able to see a narrow area that has not been lapped. There are two others 60 degrees away in either direction corresponding to the area between the chuck jaws. Even with light pressure, the cylinder distorted. The only cure is the leave a thick chucking stub on top (meaning turning between shoulders and potential difficulties with thread cutting if you need to trial-fit a muff thread). The only other cure (!?) would be to grip the cylinder in a collet. My Myford collets are limited to 1/2" max due to their external 2MT form. The cylinder is 13/16" diameter, so I can't use them. One of those nifty 5C collet nose chucks is what I need... Oh well. Lap some more until all marks are gone. The cylinders were bored to 0.688"—the nominal 11/16" as shown on the plan. After the lapping was complete, one cylinder was 0.692" (measured just above the exhaust ports); the other 0.691". That's more lapping than I generally want to do, but acceptable.
Photo 50
With the cylinder lapped, the pistons can be made to be 0.001 to 0.0015" bigger than the parallel part of the bore. That's just plain turning, milling, drilling and reaming (see previous two photos). This shot shows a collar and some pads fitted to my Universal Piston Honing Jig. A sliding center rod that carries the cross pin is cinched up by the cap head screw on the end, pulling the piston skirt down onto the close fitting flange that slides over the end of the jig. This thing didn't start out as a "Universal" fixture, but it's quicker to make the little fittings than a whole new, use-it-once-throw-it-away jig. One of the pistons has been honed; the other hasn't. Which is which is left as an exercise for the student...
Photo 52
Ready for trial assembly now, so time to cut the counterbalance crescents in the shaft web. The Good Book says that the best compromise when balancing a single cylinder engine is balance out one half the reciprocating mass. In these shots, we see that a finished piston, rod and wrist pin weighs 26 grams. Now I'm NOT a metricated person, but I'll work with that system when I have to, or when it makes sense, and since I'm about to make a little donut that weighs 13 grams, making the calculations as "grams per inch" simplifies things enormously. All that said, my donut came out one gram under, as seen in the next pic. Big deal.
Photo 53
To hold the shaft during this violent operation, a lump of steel is drilled and reamed for the shaft, the shaft dropped in and a prop nut tightened up to lock it up. Using the 12 gm donut as a pattern, web material above the diameter normal to the crankpin radial is marked and milled away with a 3/4" end mill, taking 0.030" slices at a time. I could see that there was more material that needed removing than I had material to remove, but we'll continue with the exercise nevertheless.
Photo 55
The shaft balancing jig is two knife edges set parallel, and here we can see plainly that a lot more material would need to be milled away to get the shaft to balance with the pin horizontal. Either that, or the piston/rod assembly has go on a severe diet. The conclusion is that the engine is unbalancable without serious redesign. Without thickening the web, the shaft is capable of balancing about 15 gm of reciprocating mass only. Still, at low revs, this will not be a great problem and spinning a big prop at low revs is what these long stroke engines are good at. The plans show the area under the piston crown, above the wrist pin boss, undercut to lighten the piston. That's a *lot* of effort requiring a special cutter and makes the piston very fragile. Maybe LHS went to this trouble, but I'll bet few builders have since.
Photo 57
Last of the dirty jobs: making and honing the contra-piston. The sure-fire way of CP making has been done to death in these pages (see the Frequently Asked Questions (FAQ) page). Here we see a CP pressed onto a lightly tapered mandrel for finishing using a bit of 600 grit wet 'n dry, backed up with a steel ruler. You can also see a blank (made from saved cast-iron off-cuts) ready to be pressed on and turned into a second CP. Nearly done now...
Photo 58
As mentioned earlier, I stuck very close to the plan while building this engine. After a good ultra-sonic clean, all parts are oiled, a cylinder/crank-case gasket is cut, and the engine assembled. Remember that the fore-aft orientation of the cooling fins on the top of the cooling jacket is set by the position on the thread at which the cylinder itself "bottoms" in the jacket. So the contra-pistons were pushed down to just a smidge lower than top of the cylinder. The #2 engine then went in the test-stand, and some standard (but fresh) 1:1:1 diesel fuel put in the tank. With a 16" wood prop fitted, the engine was given a couple of choke turns to get it wet, and flicked over, immediately giving a satisfying "pop"—an indication that the contra-piston was about in the right place. Another choke, another flick, and BANG: one massive back-fire that clouted my flicking finger so soundly, that all was put away, and Ron retired, hurt, to await healing and to locate the big rubber finger-protector that lies in a drawer someplace.
Photo 60
Back at the test-stand, the engine started virtually first flick and now could be set to slow RPM by backing off the compression. However I could not cause it to stop running by reducing the compression. The optimum running position for the needle was, well, closed! The taper shown on the plan is typical "gramophone needle" shape—think of the sort of cone a typical pencil sharpener produces. This results in very course fuel metering. If the needle is closed tightly, the fuel supply is cut off. Just slackening it on it's seat allows enough flow for steady running. Ok, but not good. The #1 engine behaved exactly the same as the #2 (without the finger trauma episode, I'm pleased to say). Both start very easily, swing that 16" prop with ease and authority, and are docile to start, provided they are not too wet—as was my first attempt with the needle open to a flood-off setting.
![]()
{kind=link}