How To Make a Camshaft
by Offset Turning
by Steve Huck (USA)
A similar, but subtly different approach appears in the plans and instructions written by Bob Shores for his Peewee V4 . An article on the method by Bob was published in SIC issue 76 of Aug/Sep 2000[4]. Traditional print media hobby publications cannot afford to devote too much space to minor details, so turning cams may get a cryptic sentence or two that leaves the first-time cam maker less than informed.
The following article was written by Steve Huck, a member of Model Engine News, and the Florida Association of Model Engineers. As well as providing an in-depth, well illustrated description of the Chaddock/Westbury/Shores jig in use, Steve modernizes the process by using a simple spread sheet to keep track of things which would otherwise require you to take the cat off the hook and put the phone outside as any interruption could spell disaster. Steve has kindly allowed Model Engine News to reformat his article for the web and I recommend it as another way to produce harmonic cams.
Ron Chernich, Feb 2009
-
 Introduction
Introduction -
How the Fixture Works
-
Creating the Cam Data
-
Creating the Excel Table
-
Cutting the Cam Lobes
-
Complete Turning Table
-
References
Introduction
In this text, I will try to show how I made the camshaft for the Peewee V4 in-line four-stroke engine designed by Bob Shores. I saw this method for the first time when "Uncle" Dale Detrich showed me how to make lobes and solder them to a common shaft. The method was to offset turn a "blank" lobe in a fixture. By cutting to a depth in 5° increments, a cam lobe would form. Then the Peewee plans came with drawings for a cam fixture and a template to make a Peewee cam only. I plan to use a modified form of the process described by Bob Shores that can be adapted to any design.
This text is not intended to teach good cam lobe design. It is intended to show how to replicate with reasonable accuracy, a cam profile to an existing set of cam parameters.
How the Fixture Works
The sole purpose of the fixture is to hold the cam blank off the center axis of the lathe, and parallel to it. It also provides an accurate way to rotate the cam in 5° increments.
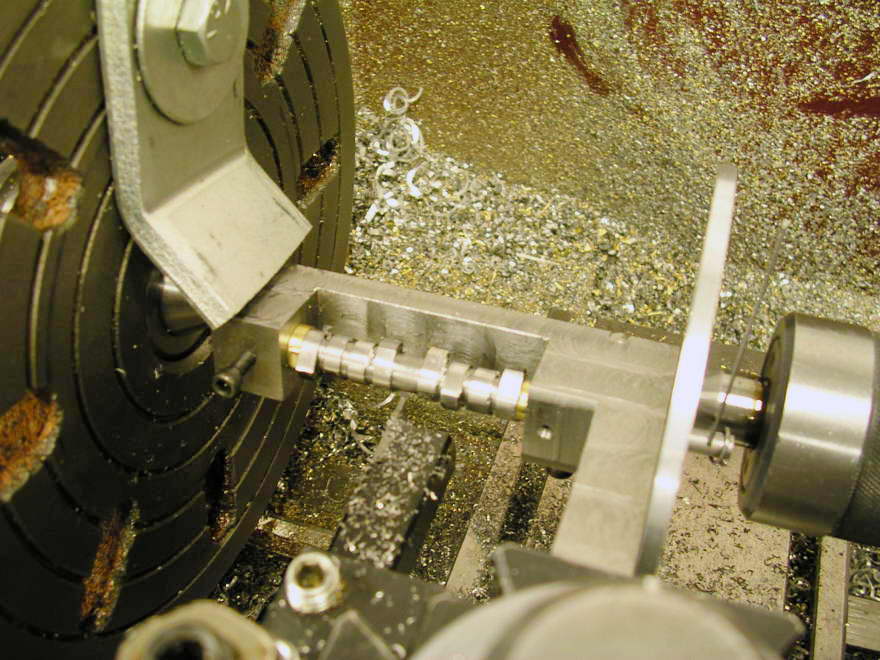
The fixture is a simple thing to make. I made a three piece fixture consisting of the base, the end, and the disk. The base could have been made from two pieces instead of one. That would have saved me a bunch of milling. On the end there is a center drilled hole for turning. The other hole is drilled to hold the camshaft off the centerline 0.521 inches. The same exists on the opposite end. The holes are sized to accommodate a brass bushing to protect the shaft from the 2 screws that are used to secure the cam when cutting. The disk on the end is there to provide a surface to glue a degree wheel to.

This photo shows the fixture I used to make my Peewee cam.

With the camshaft held off center, you can see the path the cam takes in the lathe.

The white portion in the drawing below is the portion of the lobe that is cut during the initial .065 deep cut.

Here is another look at a single cut made .065 deep on a single lobe.

When the cam lobe is rotated 5°, and a second cut is made, a small nibble is taken from the corner of the remaining lobe.

This is the blank after 10 rotations.

This is the final product after 47 rotations.

After the 47th cut, the lobe has formed but the nose has 2 sharp corners. I used a small diamond file and rounded the edges off and polished the lobes with 1000 grit sand paper. With some practice, you can get a good shape to the nose and the lobe will be complete.
Creating the Cam Data

This illustration should help when reading the text that is about to follow. The design parameters for the PeeWee cam has an intake cam as as follows:
Flank radius 0.696" Base circle 0.350" Lift 0.065" Duration 260° Lobe separation angle 110°
To get a flank radius of 0.696", we need to drill the cam fixture off center 0.521 inches
Flank radius - half the base circle = Turning offset .696 - (Base circle/2) = 0.521"
To make the lobe you will need to start out with a blank that is .480 in diameter.
Blank diameter = base circle + 2 times the lift. .350 + .065 +.065 = .480
 The duration of the cam is measured in crankshaft degrees. For a complete timing cycle the crankshaft has to rotate twice. That means there is 720 crankshaft degrees in a timing cycle. If you make only one cut on the lobe you would have 720° of duration. The lifter would be on the base circle in only one spot and on the lobe for 720°. If you make 2 cuts there would be 710 crank degrees of duration because there would be a spot, 5 cam degrees wide where the lifter would be on the base circle. Following that logic the number of cuts required to get a specific duration would be the following. The cam spins half the speed as the crankshaft so the duration of the lobe must be half of the crankshaft.
The duration of the cam is measured in crankshaft degrees. For a complete timing cycle the crankshaft has to rotate twice. That means there is 720 crankshaft degrees in a timing cycle. If you make only one cut on the lobe you would have 720° of duration. The lifter would be on the base circle in only one spot and on the lobe for 720°. If you make 2 cuts there would be 710 crank degrees of duration because there would be a spot, 5 cam degrees wide where the lifter would be on the base circle. Following that logic the number of cuts required to get a specific duration would be the following. The cam spins half the speed as the crankshaft so the duration of the lobe must be half of the crankshaft.
Number of cuts =
(((720 - Desired Duration) / Degree of cut) / 2) +1
So for a cam of 260° of duration and cut every 5°
Number of cuts = (((720 - 260)/Degree of cut)/2) +1 Number of cuts = ((460/5)/2) +1 Number of cuts = (92/2) +1 Number of cuts = 46 +1 Number of cuts = 47 Number of cuts = 47 cuts every 5°.
Creating the Excel Table
Note: Table is provided at the end of this page.
Now you have to remember that the position of the lobe center on the shaft is not important. What is important is its relationship to all the other lobes. Also you should know that the #1 cylinder is on the passenger side of the motor.
When I made the spread sheet, I put the first cut for exhaust lobe #1 at the zero degree position. Knowing that there is 110° of lobe separation, I put the first cut for intake #1, 110° lagging its exhaust lobe.
The next cylinder in the firing order is #3 at 180 crank degrees lagging #1. That puts exhaust #3, 90 cam degrees behind exhaust #1 and intake #3 will be 200 cam degrees behind exhaust #1 or 110 behind exhaust #3.
The next cylinder in the order, #2, fires 270 crank degrees behind #3. That puts exhaust #2 135 cam degrees behind #3 and 225 cam degrees behind #1. Cylinder #2 is on the other bank of cylinders 90° from #1 so the lobe also must be advanced 90 cam degrees. Now exhaust #2 will be only 135° behind exhaust #1. Now we can put intake #2 at 245°, 110 behind exhaust #2
The last cylinder, #4, fires 180 crankshaft degrees behind #2 or 90 camshaft degrees. With #2 at 135°, that puts exhaust #4 at 225° and intake #4 at 335° lagging exhaust #1.
Now we can make the spread sheet that will tell us when to cut. I made the first column with cut marks from 0 to 355 in 5° increments. I laid out the lobes in order that they exist on the shaft from front to back. I then started with exhaust #1 and made 47 cut marks starting at zero degrees for exhaust #1. Thinking in terms of a clock, the first number lagging number 1 is 12 followed by 11 and so on. Intake #1 must lag exhaust #1 by 110°. Thinking 360° in a clockwise direction, 110° lagging would be at the 360-110=250°. If we make our first cut for intake #1 at 250°, the lobe will lag its exhaust lobe by 110°. The first cuts are calculated as follows.
Exhaust #1 = 0 Intake #1 = 360-110 = 250° Exhaust #3 = 360-90 = 270° Intake #3 = 360-200 = 160° Exhaust #2 = 360-135 = 225° Intake #2 = 360-245 = 115° Exhaust #4 = 360-225 = 135° Intake #4 = 360-335 = 25°
Cutting the Cam Lobes
 Put the cam blank into the fixture with the front of the camshaft facing the chuck. Insert a piece of music wire into the hole in the rear of the cam to act as a pointer. Set the pointer to any degree mark that will allow a 180° swing without contacting the center in the tailstock with the pointer. You can start at any degree mark in the circle. Just make sure you make a complete circle when cutting. I set mine to 270°.
Put the cam blank into the fixture with the front of the camshaft facing the chuck. Insert a piece of music wire into the hole in the rear of the cam to act as a pointer. Set the pointer to any degree mark that will allow a 180° swing without contacting the center in the tailstock with the pointer. You can start at any degree mark in the circle. Just make sure you make a complete circle when cutting. I set mine to 270°.
I made all my cuts in .005" deep steps. I felt the extra time was worth spending rather than taking a chance of the shaft spinning in the fixture unexpectedly. I also used a carbide insert type tool and they do not like the constant hammering of an interrupted cut. I was able to complete all the cuts without an insert change increasing my chances of a consistent lobe shape.
| Degrees | #1 Ex | #2 Ex | #1 In | #2 In | #3 In | #4 In | #3 Ex | #4 Ex |
|---|---|---|---|---|---|---|---|---|
| 260 | X | X | X | X | X | |||
| 265 | X | X | X | X | X | |||
| 270 | X | X | X | X | X | X | ||
| 275 | X | X | X | X | X | X | ||
| 280 | X | X | X | X | X | X |
Looking at the Excel spread sheet, you will see that in the row for 270°, there is an X in the box for lobes 2, 3, 4, 5, 7, 8. Cut all the lobes that have an X in the 270° row .065 deep. In 0.005 deep steps, I cut across lobes 2, 3, 4, 5 until reaching a depth of 0.065. I then backed off the tool and moved over. When moving across the cam I turn off the lathe so there is no accidental contact with a lobe that should not be cut. Then in 5° steps I cut lobes 7 and 8 down .065 deep.
 Then loosen the 2 set screws. Rotate the cam blank away from you 5° so the pointer points to 275. Retighten the two set screws and cut the lobes that have an X in the 275 row. Follow the same procedure described above. When cutting a previously cut lobe, you will notice you are only 0.015 or less within the 0.065 depth. This is because you are only cutting across the bottom corner of the previous cut. This is where things go quickly. You will need to make only two or three 0.005 deep cuts to reach the 0.065 depth.
Then loosen the 2 set screws. Rotate the cam blank away from you 5° so the pointer points to 275. Retighten the two set screws and cut the lobes that have an X in the 275 row. Follow the same procedure described above. When cutting a previously cut lobe, you will notice you are only 0.015 or less within the 0.065 depth. This is because you are only cutting across the bottom corner of the previous cut. This is where things go quickly. You will need to make only two or three 0.005 deep cuts to reach the 0.065 depth.
 Repeat this process until the cam has made a 180° swing in 5° steps. If this is done correctly, the pointer should be pointing to 90°
Repeat this process until the cam has made a 180° swing in 5° steps. If this is done correctly, the pointer should be pointing to 90°
 Now remove the fixture from the lathe and remove the pointer from the camshaft. Unbolt the degree disk from the fixture and rotate it 180° and reinstall the disk. Now put a new pointer into the cam so it is pointing at 90 again. This will allow you to make the second 180° swing without contacting the center in the tailstock with the pointer.
Now remove the fixture from the lathe and remove the pointer from the camshaft. Unbolt the degree disk from the fixture and rotate it 180° and reinstall the disk. Now put a new pointer into the cam so it is pointing at 90 again. This will allow you to make the second 180° swing without contacting the center in the tailstock with the pointer.
 Continue cutting the second 180° swing. If you have created your table correctly, you will have a shaft with eight lobes, 90 percent done.
Continue cutting the second 180° swing. If you have created your table correctly, you will have a shaft with eight lobes, 90 percent done.
The complete table is reproduced below. While it was originally produced on a computer using a spread-sheet program, it could just as easily be made with another program, or created by hand on on lined paper.
Steve Huck
 Remove the shaft from the fixture and chuck it up so you can use the lathe to hold the piece. Using a small file I round the nose of the lobe over. After all the filing is done, I take a piece of sand paper and polish the file marks out by running the lathe forward and holding the paper to each lobe. Then repeat the process with the lathe turning in reverse to polish the other side of the lobe. The cam is now almost ready for the peewee.
Remove the shaft from the fixture and chuck it up so you can use the lathe to hold the piece. Using a small file I round the nose of the lobe over. After all the filing is done, I take a piece of sand paper and polish the file marks out by running the lathe forward and holding the paper to each lobe. Then repeat the process with the lathe turning in reverse to polish the other side of the lobe. The cam is now almost ready for the peewee.
Complete Turning Table
Degrees #1
Ex#2
Ex#1
In#2
In#3
In#4
In#3
Ex#4
Ex 5
X X X
X X 10
X X X
X X 15
X X X
X X 20
X X X
X X 25
X X X
X X 30
X X X
X X 35
X X X
X X 40
X X X
X X 45
X X X
X X 50
X X X
X X 55
X X X
X X 60
X X X
X X 65
X X X
X X 70
X X X
X X 75
X X X
X X 80
X X X
X X 85
X X X
X X 90
X X
X X 95
X X
X X 105
X X
X X 110
X X
X X 115
X X
X X 120
X X
X X 125
X X
X X 130
X X
X X 135
X X
X X 140
X X
X X 145
X X
X X 150
X X
X X 155
X X
X X 160
X X
X X X 165
X X
X X X 170
X X
X X X 175
X X
X X X 180
X X
X X X 185
X X
X X X 190
X X
X X X 195
X X
X X X 205
X X
X X X 210
X X
X X X 215
X X
X X X 220
X X
X X X 225
X X
X X X 230
X X
X X X 235
X X
X X X 240
X X
X X X 245
X X
X X X 250
X X X
X X 255
X X X
X X 260
X X X
X X 265
X X X
X X 270
X X X
X X X 275
X X X
X X X 280
X X X
X X X 285
X X X
X X X 290
X X X
X X X 295
X X X
X X X 305
X X X
X X X 310
X X X
X X X 315
X X X
X X X 320
X X X
X X X 325
X X X
X X X 330
X X X
X X X 335
X X X
X X X 340
X X
X X X 345
X X
X X X 350
X X
X X X 355
X X
X X X
December 28, 2008
stevehuck@hotmail.com
References
For more references to articles on cam production and related issues,
see Part 7 of the Feeney Construction Log on thie web site.
![]()

This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org