How To Make a Simple Gasket Punch
Introduction

Most of the gaskets a model engine builder needs can be cut manually using a commercial, or shop-made circle cutter. The one pictured here was designed by Bert Streigler and described in the May 2005 Model Engine News. With Bert's endorsement, it also featured in Roger Schroeder's regular Engine-uity column that appears in the Engine Collectors' Journal. But there's always a but—for example, what happens if the gasket needs to be made in some metal, or you require several gaskets that are identical and cut to a very precise size? The obvious answer is a punch and die; the trick is knowing just how little work you can get away with and still produce the desired result.
 This was the problem that faced me on the Cirrus Mk I project. I needed four gaskets, preferably made from soft metal, with outside and inside diameters accurate to within 0.002" of the nominal figure. The inside diameter was to be 0.687", the OD 0.812". This makes the radial width of the gasket 0.062". From experience, I know that at this width, keeping the diameters concentric and accurate in relatively thick material was going to be a problem. In the Cirrus construction article that accompanied the plans in SIC, author Eric Whittle described how he clamped shim blanks together to bore the ID, then clamped them on a mandrel that compressed them allowing the OD to be turned.
This was the problem that faced me on the Cirrus Mk I project. I needed four gaskets, preferably made from soft metal, with outside and inside diameters accurate to within 0.002" of the nominal figure. The inside diameter was to be 0.687", the OD 0.812". This makes the radial width of the gasket 0.062". From experience, I know that at this width, keeping the diameters concentric and accurate in relatively thick material was going to be a problem. In the Cirrus construction article that accompanied the plans in SIC, author Eric Whittle described how he clamped shim blanks together to bore the ID, then clamped them on a mandrel that compressed them allowing the OD to be turned.
This will work fine, but the effort must be repeated for each set of gaskets. On the Zimmerman Cirrus, a single, long head has to seal four cylinders under the pressure of ten hold-down bolts. A punch and die would allow me to produce endless gaskets in different materials with almost no effort (after the punch and die were made). This seemed like good insurance, and the effort of making the punch and die envisaged would not be much more than the effort required to turn and bore stacked blanks.
It appears that prior to World War II, knowledge of die making was considered part of every machinist's training. The quantities and mass production techniques that conflict brought on relegated die making to a highly specialized skill. Luckily I'd read a series on die making that appeared in the Model Engineer during the 1930's. To summarize inexpertly, a die press comprises a bolster and a ram which are held in rigid alignment to each other, plus some way to apply pressure to the ram. The bolster provides the means to secure the die so that a punch attached to the ram is correctly aligned with it. Material is placed between the two and pressure applied to the punch via the ram forces the work material to extrude into the die in the shape of the punch. Depending on the clearance between the punch and die and the material itself, the work will either draw into the die, or shear in the shape of the punch.
In many cases, the die will be fitted a stripper plate. This can act as a guide for a strip of material to be fed through the punch as parts are stamped out. It can also prevent thin stock from deforming as the initial extrusion takes place. Finally, the die or stripper may be fitted with stop pins that provide alignment of the material as it is feed in and the parts are produced.
An arrangement like this, with hardened and tempered parts, could produce hundreds of thousands of washers while child labour feeds the material through by hand in time to the relentless, mechanical stroking of the punch, while steam hisses noisily in the background and the foreman cracks his whip. What's a finger or two when there's good profit to be made? Having now examined the correct way, let's see how we can simplify it.
Commercial Practice
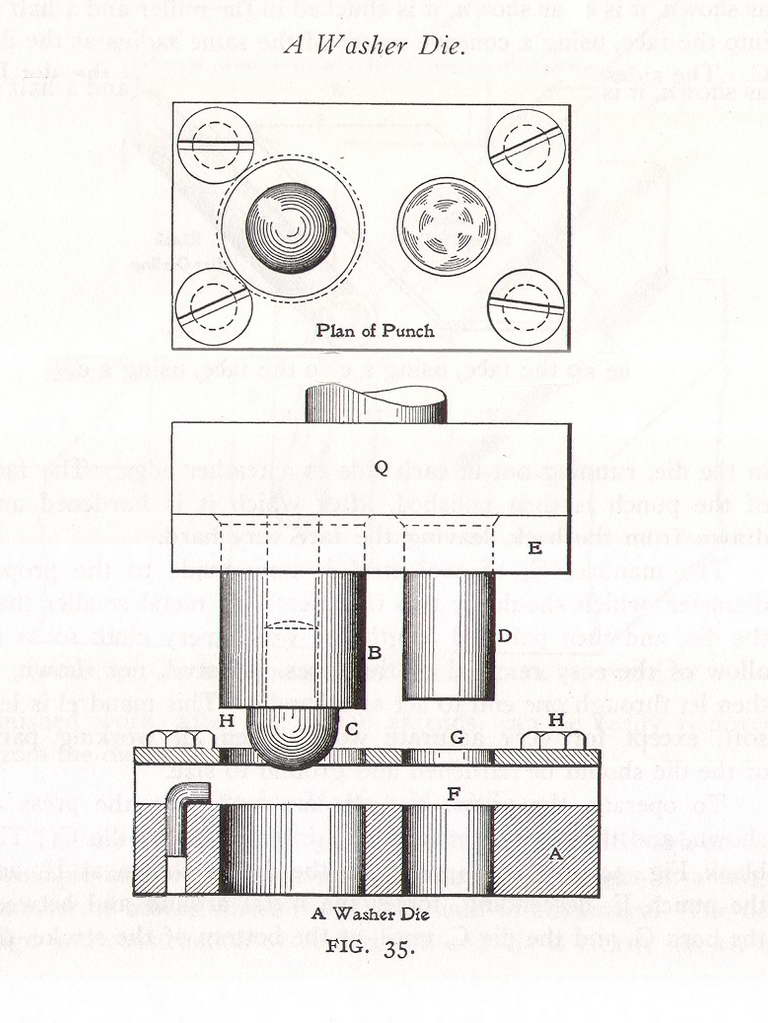 This diagram from Reference [1] shows how a classic commercial washer punch and die of years gone by might have been made. A strip of material just wider than the washer is fed between the die A, and the stripper plate G until it hits the stop-pin (the un-lettered "L" shaped gizmo at the left). On the first stroke, the piercing punch D makes the hole for the washer in the die at F. The blanking-punch B creates a piece of waste stock. The material is now joggled over the stop-pin and fed in until the edge of the hole produced by the blanking-punch hits the stop pin. Now, notice how the blanking-punch is longer than the piercing punch? On the next stroke, the pilot-pin C will center the material under the blanking-punch via the pierced hole in the material. Punch B now produces a fully formed washer and holds the material in position while the piercing punch produces the next hole. From then on, it's more of the same.
This diagram from Reference [1] shows how a classic commercial washer punch and die of years gone by might have been made. A strip of material just wider than the washer is fed between the die A, and the stripper plate G until it hits the stop-pin (the un-lettered "L" shaped gizmo at the left). On the first stroke, the piercing punch D makes the hole for the washer in the die at F. The blanking-punch B creates a piece of waste stock. The material is now joggled over the stop-pin and fed in until the edge of the hole produced by the blanking-punch hits the stop pin. Now, notice how the blanking-punch is longer than the piercing punch? On the next stroke, the pilot-pin C will center the material under the blanking-punch via the pierced hole in the material. Punch B now produces a fully formed washer and holds the material in position while the piercing punch produces the next hole. From then on, it's more of the same.
A Technique for the Home Shop
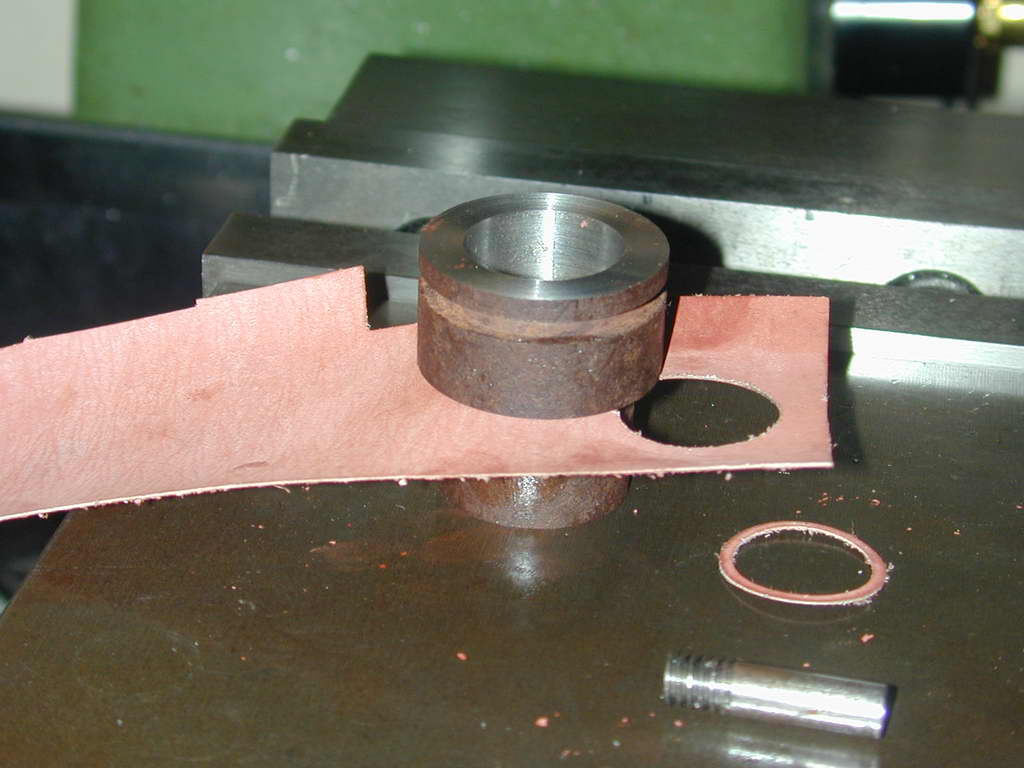
 Item A is the piercing die, B is the combined piercing- and blanking-punch, and C is the blanking die. They have been turned from mild steel of uncertain parentage. No heat-treating has been done and the sharp edges are simply as produced by the lathe. A length of stock was chucked and turned down the the washer OD for sufficient length to produce A and B. The end was then turned down to the required ID with a light undercut at the step point. The work was then drilled and tapped 1/4-20 for a length sufficient to produce part B. This ensures we can attach a threaded post that aligns the punch with the turned diameters. The punch B was then parted off. The bit left in the chuck was then faced, drilled, and bored to provide a close sliding fit with less than 0.002" of clearence. It too is parted off ensuring that its base is normal to the bore. Part C was bored to have a similar clearance over the larger diameter of parts A and B. Total time to make these parts was less than one hour, including thinking.
Item A is the piercing die, B is the combined piercing- and blanking-punch, and C is the blanking die. They have been turned from mild steel of uncertain parentage. No heat-treating has been done and the sharp edges are simply as produced by the lathe. A length of stock was chucked and turned down the the washer OD for sufficient length to produce A and B. The end was then turned down to the required ID with a light undercut at the step point. The work was then drilled and tapped 1/4-20 for a length sufficient to produce part B. This ensures we can attach a threaded post that aligns the punch with the turned diameters. The punch B was then parted off. The bit left in the chuck was then faced, drilled, and bored to provide a close sliding fit with less than 0.002" of clearence. It too is parted off ensuring that its base is normal to the bore. Part C was bored to have a similar clearance over the larger diameter of parts A and B. Total time to make these parts was less than one hour, including thinking.
 |
 |
 |
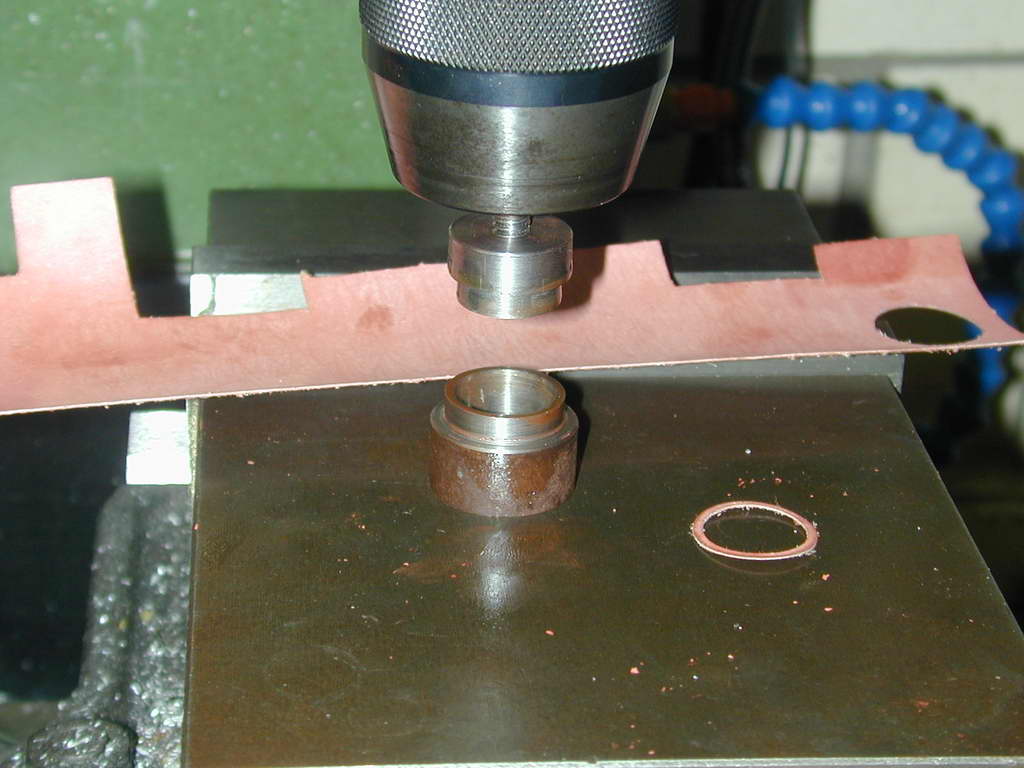
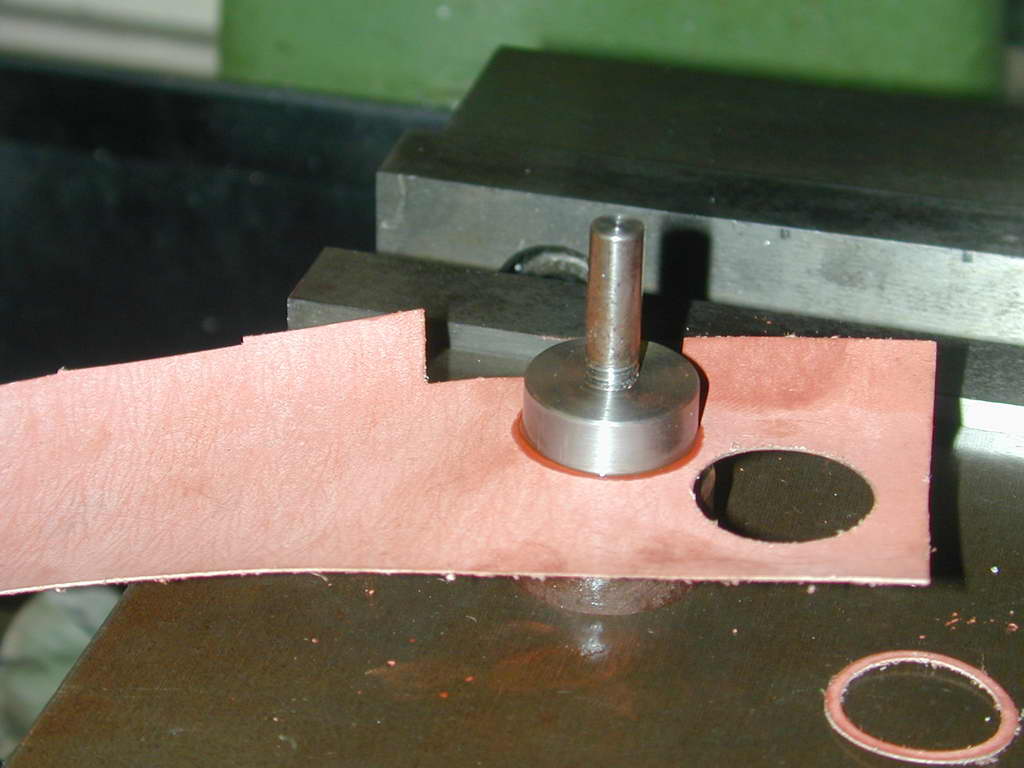
As a punch, we will abuse the poor, long suffering mill. After a light oiling, the punch B is gripped lightly in the drill chuck by its thread post with its aft face against the jaws. Part A is slid over it and held in place by hand as the quill is lowered until A rests on the mill vise (assumed flat). The die is released and the quill carefully raised so that A is undisturbed (above left). A strip of gasket material is now held gently over the die and the quill lowered slowly until the strip is held lightly between the two. If we've been careful, punch and die are still in alignment and a short, sharp yank on the handle will make the piercing stroke. The chuck can now be loosened and we have part A ready to act as an inverted punch while B acts as a stripping plate. The die C is dropped over B and pressed down with a plate between it and the chuck (jaws fully retracted please) for the blanking stroke.

First attempts gave excellent results in 0.010" and 0.008" gasket stock, and business cards 0.012" thick. An attempt on brass shim and beer-can aluminium shim 0.005" thick produced just disasters. The aluminium punched ok, but generally broke radially in the process. The brass just wanted to draw into the die.
 To counteract the tendancy of the material to draw into the die, the tip of the punch was ground against the side of a large wheel in the Quorn to have a lightly concave section. This is an evil thing to do to any grinding wheel, so most of the work was done with a half-round file and the grinder used only to finish off and produce sharp edges. Doing it again, I'd just file the concavity or mill an obtuse V on the end of the punch stock before turning the OD of the piercing punch.
To counteract the tendancy of the material to draw into the die, the tip of the punch was ground against the side of a large wheel in the Quorn to have a lightly concave section. This is an evil thing to do to any grinding wheel, so most of the work was done with a half-round file and the grinder used only to finish off and produce sharp edges. Doing it again, I'd just file the concavity or mill an obtuse V on the end of the punch stock before turning the OD of the piercing punch.
The result is that initial punching force is applied at two opposed points which quickly induces sheer in the material, reducing the tendency for the material to extrude into the die. This allowed metal down to 0.005" to be punched with 90% success. The aluminium drink can stock still tended to split radially and thin brass stock still buckled indicating the need for a real, close-fitting stripper-plate and perhaps, less clearance between punch and die.
Conclusions
Excellent gaskets can be produced to precise sizes in the home shop using very simple, soft punch and die sets and a drill press or mill as the "punch". The effort required to produce the tooling is not great; you can be punching out gaskets an hour after starting work. For larger diameter holes, a concave face on the punch will tend to counteract the tendancy of the material to deform, but not in all cases. The tooling shown has produced more than 30 gaskets with no signs of the cutting edges degrading (don't ask what I'm going to do with them all).
References:
| [1] | Woodworth, JV: DIES Their Construction and Use for the Modern Working of Sheet Metals, Lindsay Lost Technology Series, New York, 1985, p49. |


This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
Copyright (c) Ronald A Chernich, 2004. All rights reserved worldwide.