How To Turn Down to a Small Diameter, Unsupported

Model engine making will often require you to create more swarf than part by turning away most of a length of stock to some tiny diameter that is a fraction of the original. As the diameter required becomes small, the danger of producing a taper increases due to flexing of the stock under the cutting forces involved. This deflection will be worst and hence the diameter greatest at the point fartherst from the shoulder where the springiness is greatest. The usual cures are to use tailstock support, or a travelling steady. But there's another technique we'll call "step turning" that will do the job. First let's look briefly at the other approaches.
Female Center
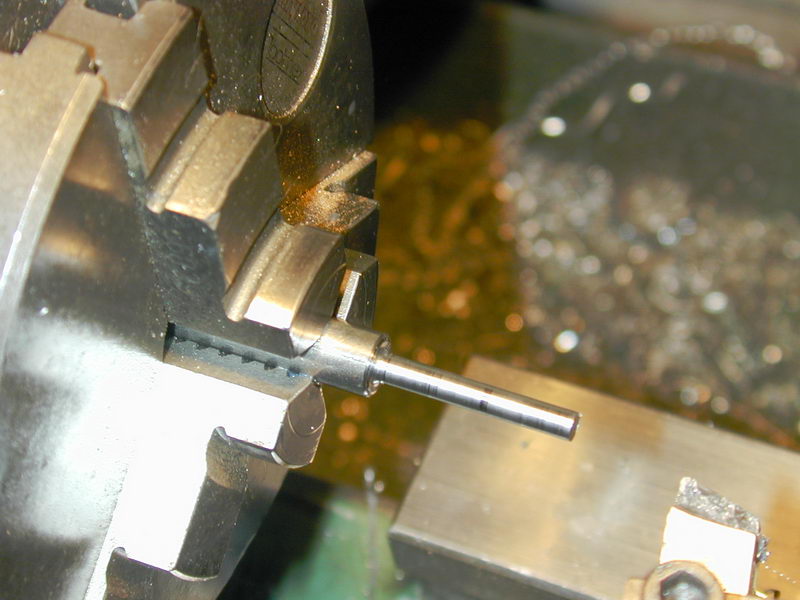
 If the diameter is really small, as it will be on say a tiny valve for a four-stroke engine, using a standard, male tailstock center will not be practical. Even a 1/2-center will be too big for the job. It may be possible to use a female tailstock center, but then there's a danger of turning a "barrel" as the point of maximum springiness is moved to the center of the length being turned. The photo here shows a valve for the Morton M5 radial being turned. The end of the 1/4" stainless steel stock has been turned to a 60° included angle to fit into a female center formed by center-drilling and hardening a piece of drill rod stock. Provided the length to be turned is short, and you can devise a way to face back the point later, this works quite well.
If the diameter is really small, as it will be on say a tiny valve for a four-stroke engine, using a standard, male tailstock center will not be practical. Even a 1/2-center will be too big for the job. It may be possible to use a female tailstock center, but then there's a danger of turning a "barrel" as the point of maximum springiness is moved to the center of the length being turned. The photo here shows a valve for the Morton M5 radial being turned. The end of the 1/4" stainless steel stock has been turned to a 60° included angle to fit into a female center formed by center-drilling and hardening a piece of drill rod stock. Provided the length to be turned is short, and you can devise a way to face back the point later, this works quite well.
Travelling Steady
A travelling steady is a support that attaches to the lathe saddle and so "travels" with the tool tip, but is independant of cross-slide movement. It is fitted with adjustable fingers of some sort, generally two, that can be adjusted and locked in contact with the work. Their position prevents the work being deflected upwards and backwards by cutting forces. This is fine, well, good, and dandy, provided the work it is applied to is of a constant diameter to start with. If not, all bets are off. The steady bearing points must either push against the unturned stock, or the finished part--ie, the steady leads the cut, or trails the cut. This makes either the end of the cut tricky as the steady hits the shoulder before the tool, or the start messy as you have to stop the cut after going a small way to adjust and apply the steady. On very fine work, you can't "rough-down" before applying the steady as that may result in a taper which makes use of the steady ineffectual.
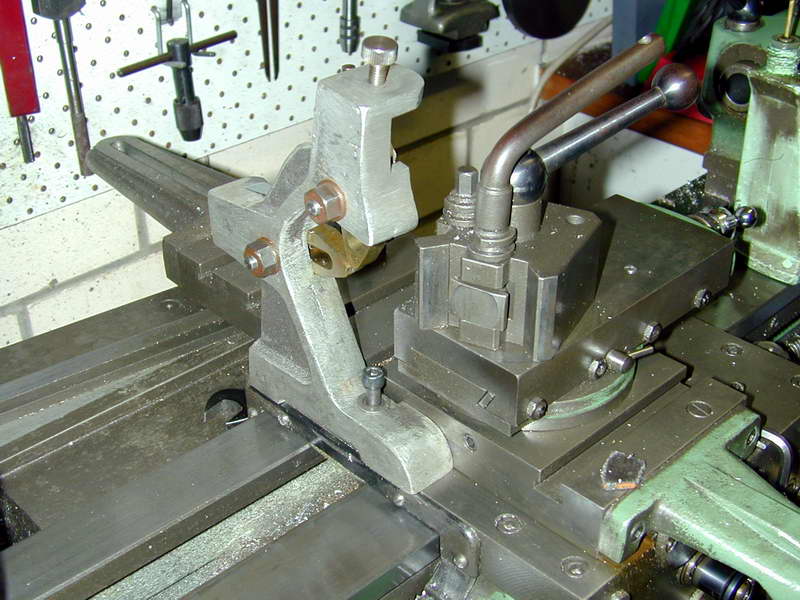
 I prefer to use my shop-made travelling steady for tiny, delicate jobs. This gadget is simply an "L" shaped piece of 1/2" 2024-T3 plate (modified from a reject elevator horn for a Thorpe T-18; it should have been 5/8" plate). The bottom of the "L" attaches to the lathe saddle via the standard steady fixing point. The vertical arm is tapped 1/4-20 for a cap head screw that secures the steady "fingers". These are simply a milled notch in the end of a brass arm that can be adjusted in seconds, as opposed to tens of seconds required for the real, official, expensive, Myford travelling steady. The single arm obscures less of the job than the standard two-finger type too. This gadget, cobbled together in a few minutes out of frustration, is one of the best and simplest lathe accessories I've ever made.
I prefer to use my shop-made travelling steady for tiny, delicate jobs. This gadget is simply an "L" shaped piece of 1/2" 2024-T3 plate (modified from a reject elevator horn for a Thorpe T-18; it should have been 5/8" plate). The bottom of the "L" attaches to the lathe saddle via the standard steady fixing point. The vertical arm is tapped 1/4-20 for a cap head screw that secures the steady "fingers". These are simply a milled notch in the end of a brass arm that can be adjusted in seconds, as opposed to tens of seconds required for the real, official, expensive, Myford travelling steady. The single arm obscures less of the job than the standard two-finger type too. This gadget, cobbled together in a few minutes out of frustration, is one of the best and simplest lathe accessories I've ever made.
Step Turning
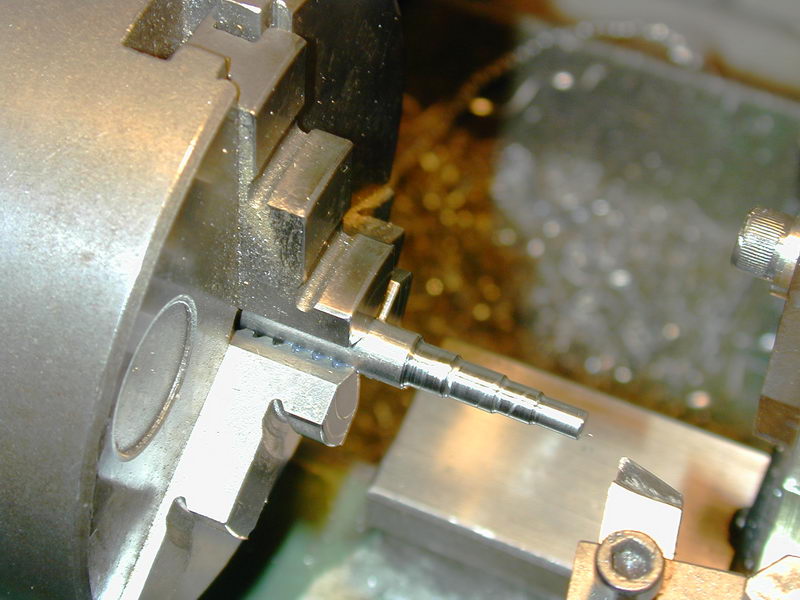
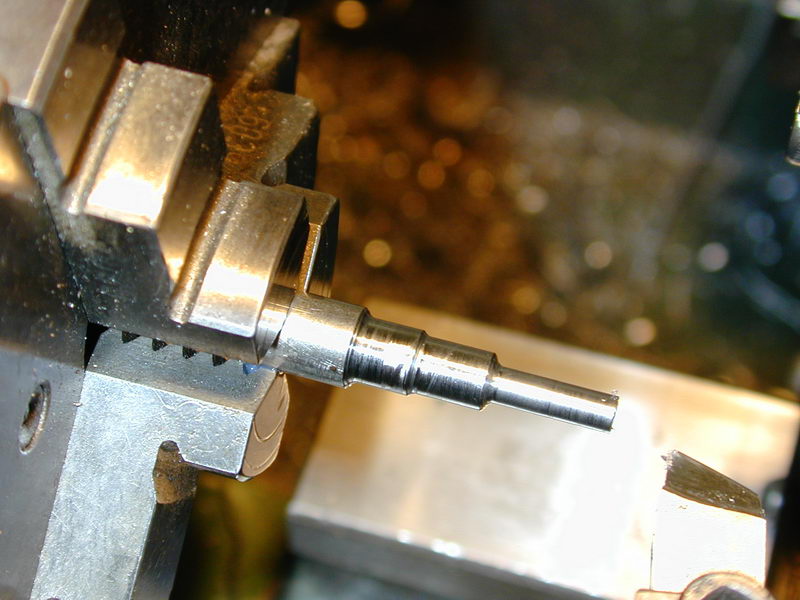
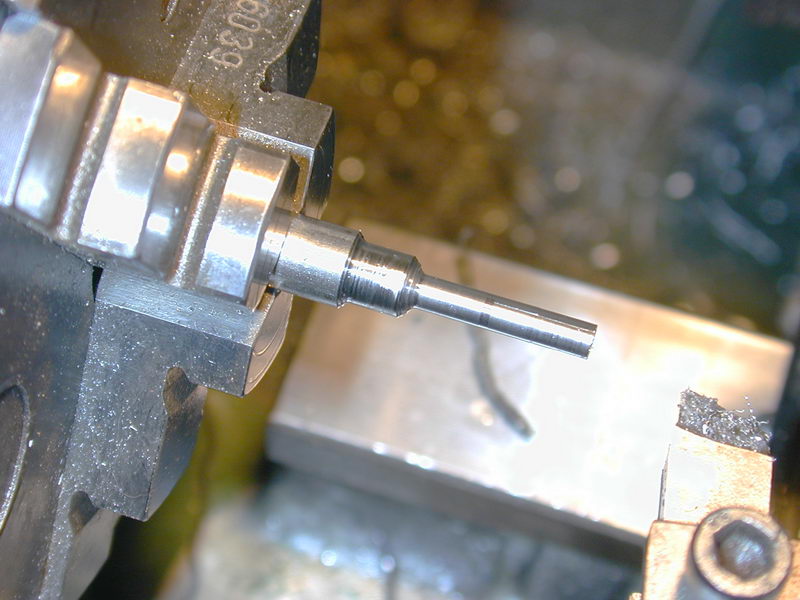
 This technique has been described in various places by Eric Whittle, designer of the 1/9 scale Cirrus, Airdisco V8, and several boxer four-strokes such as the four cylinder "Peewit". The photo shows a piece of 5/16" diameter stainless steel that has been turned down to 0.140" diameter for a length of 1", without support, and less than 0.0005" taper. This will be reduced to 0.126" using the travelling steady, then polished to 0.125" for the valve stems of the Zimmerman Cirrus Mk I, but for some applications, the finish attained at this point would be adequate.
This technique has been described in various places by Eric Whittle, designer of the 1/9 scale Cirrus, Airdisco V8, and several boxer four-strokes such as the four cylinder "Peewit". The photo shows a piece of 5/16" diameter stainless steel that has been turned down to 0.140" diameter for a length of 1", without support, and less than 0.0005" taper. This will be reduced to 0.126" using the travelling steady, then polished to 0.125" for the valve stems of the Zimmerman Cirrus Mk I, but for some applications, the finish attained at this point would be adequate.
 |
 |
 |
The idea is that short lengths will be stiff enough to resist bending, so a number of short reductions to the same dial setting are made. Some descriptions suggest the cut should finish close to the chuck jaws and the stock be extended again for each step. This is a good idea, especially if the material is small in diameter to start with. But it will tax the ability of your 3-jaw self-centering chuck to deliver repeatable concentricity with successive loosening and tightening of the jaws--probably using random chuck key points. If you are going to do this, use the same key point each time (one of them is generally marked on most 3-jaw chucks for just this purpose), and try not to rotate the stock as you extend it.
Eric suggests reducing the stock from the full diameter at each increment [1]. But you can speed things up taking longer cuts in steps. The result, as seen in the photo sequence above, is the same. Experience and a trial will give you the numbers to use. The results pictured above were achieved this way:
- Two 0.015" cuts for 1"
- One 0.015" cut for 3/4"
- One 0.015" cut for 1/2"
- One 0.015" cut for 1/4"
At this point, Eric takes the precaution of "normalizing" the stock by removing it from the lathe, heating to cherry red, then air cooling [2]. This relives any tensions in the material--any resultant warps being turned back to concentric in the final stages. I bypass this step (laziness and less waste as my pieces don't need chucking stubs) and have not noticed any signiticant concentricity problems.
Now turn to the final diameter by taking as many 0.005" cuts for each 1/4" step in turn as are required to reach the target diameter, in this case 0.140". Repeat progressing back along the steps (a 0.010" cut can be taken first off the larger sections to speed things up). How good the final finish is depends on the repeatability of your cross slide.
I should not have to mention backlash. Provided the final reading is always reached by winding in, most lathes with well adjusted saddle gibbs will have good repeatability over short lengths where wear of the bed ways will be fairly uniform. If you go over the target dial reading for the final cut, you'll need to back off well past the backlash, and wind in again--being more careful this time.
From the literature, Eric Whittle is happy to use this method to reach his target finish size for valve stems, plus 0.001" for polishing with glass paper and oil, backed up by a steel rule. I prefer to take two or three light passes with the travelling steady before applying the finishing step.
Conclusion
I've found "step turning" stainless steel an effective technique, but stainless is a relatively rigid material. The process should work with softer stock such as aluminium, but you may need to experiment a bit to find the optimum depth and length of cut that can be used to avoid flexing.References:
| [1] | Whittle, PEL: Peewit Construction Part 5, Strictly Internal Combustion, Vol 11 No 61, Feb/March 1998, Strictly I.C. Publishing, Kent WA, p4. |
| [2] | Whittle, PEL: 1/6th-scale DeHavilland Cirrus Mk I, Part 3, Strictly Internal Combustion, Vol 9 No 51, June/July 1996, Strictly I.C. Publishing, Kent WA, p27. |
Back to the Construction Techniques Index Page

This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
Copyright (c) Ronald A Chernich, 2006. All rights reserved worldwide.