GHT UPT
Construction Log:
Tooling and Accessories
Created: April 2007
GHT describes quite a range of tooling and accessories for the UPT—more than I'll probably ever build: gizmos for tapping, staking, stamping, riveting, etc. To me, the logical candidates are tapping and the stamping of numbers and letters. In fact, the latter can be put to use straight away so the tool can be used to stamp the degree stations on its own table (every engineer has to admire a thing that is used to build itself  ).
).
Over the years, I've jury-rigged all sorts of horrible setups to align number and letter stamps when calibrating carefully engraved scales. The results can generally be classed as acceptable, but the job provided by a rigid, precision setup like that provided by the UPT has to be better, right? Well, maybe. As we'll see—and as Peter Burford, son of Mr Taipan himself, Gordon Burford, once told me—the stamps themselves impose some impediment to doing a first class job. Let's look at the tooling first.
 Photo 71 |
 Photo 72 |
The stamp holder is designed for the common and inexpensive Asian import stamps. These are available in a variety of heights. The ones generally used for tools and model engine serial numbers will be 1/16", 3/32" and perhaps 1/8" in height. All have a shank size nominally 1/4" square. The holder comprises a bush with a square hole centered in it that is 0.01" larger than the stamp shank size. Two spring loaded pairs of ball bearings are arranged on orthogonal faces. This assures that all stamps are forced to slide against two opposing sides. The pressure of the balls also provides friction that so that a punch will stay wherever it is put, but slide freely. As can be seen in the photo, the holes for the balls are not drilled through at ball clearance size. The flat spring pushes the balls against the seat so that they protrude about 0.025" into the square hole. That square hole is created by milling a slot in the round stock, than making a close fitting filler piece that is clamped in place on a 0.260" packing piece while it and the holder are cross drilled for drill rod dowels that retain the filler piece. Simple, right?
After milling the slot and the close fitting filler piece, I randomly chose a stamp and added a 0.010" thick piece of packing to clamp the filler at the correct distance for cross-drilling. The rest of the work was straight forward. When completed, the stamp slid in and was firmly but freely held in a very satisfying manner. Satisfying that is until I came to actually use the thing and found that not all my stamps would fit!!
 I'm a resident of the state of Queensland. For reasons associated with our tropical climate, the other Australian states call Queenslanders Banana Benders, and yes, this has a certain perverse relevance. The stamps are hardened—as they need to be in order to stamp steel. This process involves heat and quenching. I'll bet that if you or I were hardening lengths of 1/4" square key-way stock, we'd expect some warpage unless we took great pain to plunge vertically into the quench bath and not swirl the thing around to minimise this possibility. Now why on earth would I think that my cheap Asian imports, or any others for that matter, receive the same care and attention? As it transpires, ALL my stamps are somewhat banana shaped, some so badly that the hump prevents them from sliding through the stamp holder.
I'm a resident of the state of Queensland. For reasons associated with our tropical climate, the other Australian states call Queenslanders Banana Benders, and yes, this has a certain perverse relevance. The stamps are hardened—as they need to be in order to stamp steel. This process involves heat and quenching. I'll bet that if you or I were hardening lengths of 1/4" square key-way stock, we'd expect some warpage unless we took great pain to plunge vertically into the quench bath and not swirl the thing around to minimise this possibility. Now why on earth would I think that my cheap Asian imports, or any others for that matter, receive the same care and attention? As it transpires, ALL my stamps are somewhat banana shaped, some so badly that the hump prevents them from sliding through the stamp holder.
Peter Burford had warned me that the baseline for these type of stamps would be all over the place. His cure was a day spent with the surface grinder, magnetic chuck and some very careful measurement to get all stamps a common baseline. This process has the positive side benefit of removing any banana-itus present in the punch. Having no such equipment, I spent a mind numbing afternoon with the course side of my oil stone, honing away the worst banana bulges until all stamps slid cleanly through the holder. To hell with the baseline.
Due to the warp of the stamp I randomly chose as packing, my square slot is very slightly tapered and I was lucky—if I'd picked one of the bad bananas, my slot could have ended up very tapered. So, the lessons are: use a known straight and true piece of material (like key-way stock) as the spacer while drilling for the dowels, and be prepared to spend some time truing your stamps. If you have access to a surface grinder, consider reducing them all a common sub-1/4" size and maybe a common baseline as well, then reduce the size of your holder slot to suit. There are still a couple of hitches to this. Punches come in sets of nine; they expect you to invert the "9" punch to stamp a "6", so centralize the 9/6 equally, then grind all the rest to this baseline. Even that may be impossible as there is some irregularity in the stamp height. My "4" is noticeably smaller than the other numbers, and the zero and "8" need a mark made to identify which side is to be used as the top. *Sigh*. Maybe perfection is just not possible.
 So after all that drama, we finally get to using the guide. The base of the tool has been drilled and counter-bored so that the PCD lies in the T-slots of the mill table. With the pillar removed, the base can even stay there most of the time. The table has been setup in the dividing head and some jiggling with squares and things has gotten the guide positioned for stamping. The giant claw hammer in the background will do the deed, taking care to clout a bit gentler on simple shapes like "1" and harder on the "8", etc to achieve something close to the same depth in the rim of the cast iron table.
So after all that drama, we finally get to using the guide. The base of the tool has been drilled and counter-bored so that the PCD lies in the T-slots of the mill table. With the pillar removed, the base can even stay there most of the time. The table has been setup in the dividing head and some jiggling with squares and things has gotten the guide positioned for stamping. The giant claw hammer in the background will do the deed, taking care to clout a bit gentler on simple shapes like "1" and harder on the "8", etc to achieve something close to the same depth in the rim of the cast iron table.
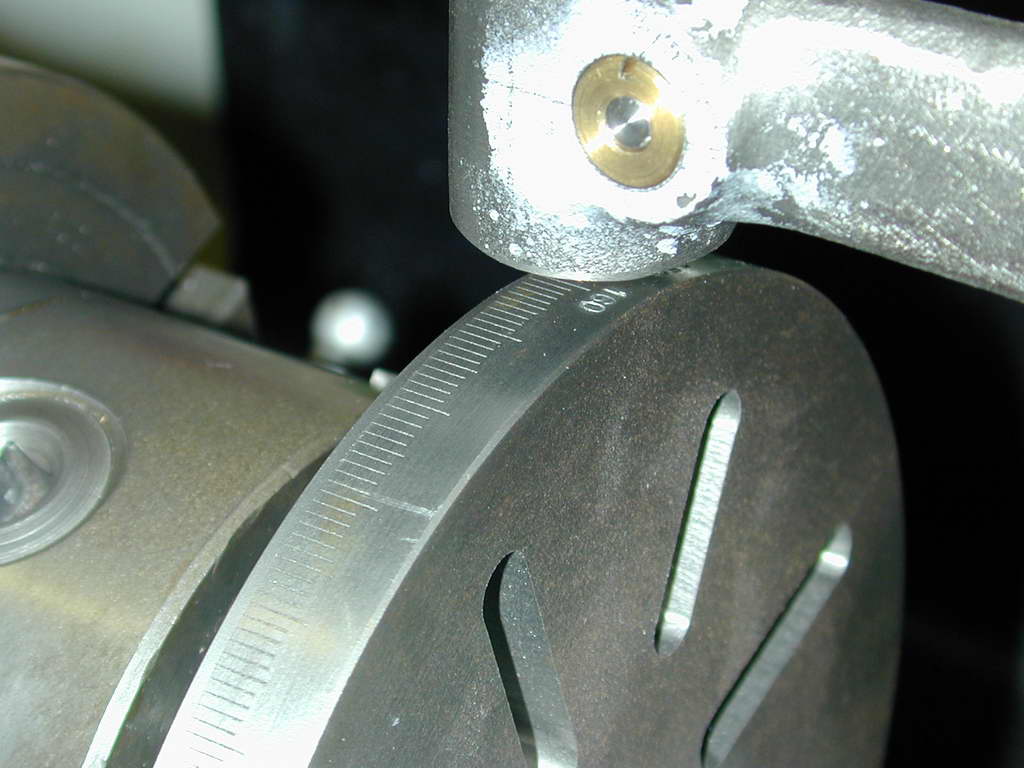 After some experiments, it was found that advancing 2° between numbers gave a relatively good looking spacing to the 3/32" high numerals. Now, a tip: if your set-up is exactly like mine with a 3 jaw chuck screwed onto a nose on your rotary table, screw that chuck up tight! The stamping is a violent process and loosened my chuck so that it unscrewed gradually without my noticing it. This resulted in the center of the number clusters gradually shifting away from being centered on the 10° division marks. Not seriously, just annoyingly. I'll sure remember this next time.
After some experiments, it was found that advancing 2° between numbers gave a relatively good looking spacing to the 3/32" high numerals. Now, a tip: if your set-up is exactly like mine with a 3 jaw chuck screwed onto a nose on your rotary table, screw that chuck up tight! The stamping is a violent process and loosened my chuck so that it unscrewed gradually without my noticing it. This resulted in the center of the number clusters gradually shifting away from being centered on the 10° division marks. Not seriously, just annoyingly. I'll sure remember this next time.
 Photo 76 |
 > >Photo 77 |
Punching the numbers raises a distinct burr that makes the digits less distinct. This topic is dealt with in GHT's UPT book and his Workshop Manual. This pair of photos above shows the "Before" and "After" state (left to right). Sadly, the photos don't do the job justice. In real-life, the "After" actually does look much better than the "Before"! GHT's trick is to take a well-worn mill-cut file, clean all the chips from the teeth with the corner of a piece of brass ship, coat it in neat cutting oil, and press it lightly against the job while it is spun at about 200 rpm in the lathe. Take care to keep the file flat, or it will bite into the edges of the job. As I hope you can see, the burrs are removed and the stamped numerals take on a very fine look.
Despite the little glitches encountered, the result is good my days of having to cobble up Heath-Robinson stamp holders are over. I'm now thinking that some threaded inserts in the bench top beside the mill would allow the UPT to be positioned over the mill table allowing the leadscrews to be used for linear stamping. Next, tapping gizmos.

| Back: Table | UPT Index |
 Model Engine News Home
Model Engine News Home
This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
Copyright (c) Ronald A Chernich, 2006. All rights reserved worldwide.