The OK Diesel Story
by Adrian Duncan
 |
 |
 |
| Click on images to view larger picture. | ||
- Background
- In The Beginning
- Design Considerations
- Production History of the OK Diesel Models
- Design Elements of the OK Diesels
- The OK diesels in the Modelling Media
- The Cub Diesels Today
- Conclusion
This time we take an in-depth look at a series of model diesel engines which richly deserve to be remembered because of a number of unusual attributes. For a start, they were designed and manufactured in substantial numbers in the USA during the mid 1950's at a time when the modellers of that country had essentially written off the diesel and had adopted the glow-plug motor more or less wholesale. But in addition, they incorporated a highly original and apparently effective design feature which made them unique in the annals of model diesel engine design. Let's start at the beginning:
Background
The model two-stroke compression ignition (diesel) engine was developed into a practical form during WW2 in Switzerland (see The Last Word on the First Diesel) and several adjacent European countries, notably Czechoslovakia (see MEN, Jan 2008), Germany and France. By the end of that conflict, the broad working principles of the model diesel were well established in Europe and the development of that type of engine into its "classic" form had begun.
America was slow to adopt the new form of ignition, sticking for the most part with their well-established spark ignition models until Ray Arden developed the glow-plug into a practical commercial form in 1947 and made spark ignition essentially obsolete. Thereafter, the American modelling scene was dominated by glow-plug motors in all displacement categories.
However, WW2 had placed large numbers of American servicemen in Europe at the very time when the development of the model diesel was just getting into its stride in that geographic area. As one would expect, a proportion of these young Americans were modellers in civilian life, and some of these individuals brought model diesel engines of European manufacture back to the USA during the immediate post-war years (see MEN, March 2003). These engines in turn inspired a number of US manufacturers to try their own hands at designing, producing and marketing home-grown model diesel engines.
Notable among these early US efforts were the truly excellent Drone fixed-compression diesels along with other less prominent efforts such as the Vivell, Mite, Micro, C.I.E. and Speed Demon diesels, not forgetting the deservedly infamous Deezil! But none of these early US-made diesel designs were able to withstand the onslaught of the glow-plug motor which began in earnest in 1948.
Meanwhile, development of the model diesel continued in Europe and by the early 1950's the performance of these engines had considerably surpassed that of the average glow-plug engine, at least in the smaller sizes. Although generally a little heavier and bulkier than its glow counterpart, the early 1950's diesel had two very marked advantages—one, it produced substantially more torque at lower speeds, which allowed it to swing the larger and hence more efficient props which were then in fashion; and two, its compression ratio and hence its ignition timing were variable, allowing it to be conveniently set to run efficiently over a far wider range of operating speeds than a glow engine. A third advantage was simplicity of operation once the technique had been mastered—no plugs to burn out and no batteries and hook-up wires to manage.
These advantages were by no means lost upon forward-thinking US manufacturers, and in the early to mid 1950's several of them set out to re-evaluate the potential of the diesel in the context of the US marketplace. One of these manufacturers was the legendary Dick McCoy, who started out in the 1940's designing engines for the Duro-Matic Products Co of Hollywood, California but subsequently set up his own company in 1953 under the name of the McCoy Products Co. of Culver City, California.

Among the earliest products released under the new company banner was the original 1953 radial mount McCoy Duro-Glo .049 cuin diesel. Interestingly in view of the engine's name, this was not a diesel conversion of an existing glow model—it was an all-new purpose-built diesel design. A glow-plug version of this engine did not in fact appear until 1955 following a switch to beam mounting in 1954.
The light and compact 1953 McCoy diesel showed great potential, although the earlier versions were subject to crankshaft failures, necessitating a re-design of the crankshaft fairly early on. However once this matter received the necessary attention, the revised engines proved to be excellent performers if properly managed, matching and in some cases beating the performance of their similar-displacement European counterparts as well as being substantially lighter than most. A further revised version appeared in 1954 featuring an even stronger crankshaft running in a far sturdier case which was equipped with beam mounts. A scaled-up .099 cuin version of this model was also released in 1954. But that's another story!
Returning now to 1953, the diesel developments over at McCoy were by no means lost upon Charles Brebeck (Senior), founder and owner of the Herkimer Tool & Model Works Inc at Herkimer, New York, which manufactured the famous OK line of model engines. Brebeck quickly decided that if diesels were to make a come-back on the American modelling scene, OK would be very much a part of that movement! His efforts form the central subject of the discussion which follows.
In The Beginning
As detailed in grandson Ted Brebeck's book, They Should Have Kept the Bear, Charles Brebeck Senior was born to German parents in Brooklyn, New York, on June 17, 1893. He joined the Merchant Marine where he learned the machinist trade, settling in England where he married and worked for Rolls Royce. This was 1916 and, Germans being a bit unwelcome there at the time, he returned to the USA in 1917. Using skills and knowledge gained at Rolls Royce, he became known as one of the best rebuilders of axel bearing and brake units in the state. In 1921 he moved the family to the village of Herkimer, NY, a town which was served by both the New York Central railroad and the Erie Barge Canal. Here, with partners Bert R Haile and Harry Bliss, he opened the Interstate Bearing Co. This was the right buisness at the right time and despite being in the grips of the Great Depression, the company grew, expanding into an outlet for Packard auto parts and Indian motorcycles.In 1937, his 20 year old son, Charles Brebeck Jr, brought in a friend's model car engine for repair. Charles Sr became hooked on making his own product, selecting .60 cuin as the displacement to best fit with available machinary. This led to the 1938 formation of Herkimer Tool and Model Company with himself, son Charles Jr, and Harry Bliss as partners. Bliss retired a year later and the Brebecks bought his share for $700.
The rest, of course, is history. Suffice it to say that the Herkimer company met with success from the first and survived the war years, carrying straight on after the war with an ever-changing and always expanding line of model engines in various displacements. This includes CO2 engines manufactured under an agreement with William Brown (III and IV), and later, the OK Cub line of low-priced lightweight glow engines. These were launched in 1949 and targetted at the highly competitive mass market for small engines. First was with the original long-stroke version of the Cub .049 glow engine, and by 1953 there were Cub glow models in .039, .049, .074, .099 and .149 cuin displacements. The .149 cuin model of 1952 was significant in being the first American glow-plug engine to comply with the displacement requirements for international competition under FAI regulations.
Now all of these Cub models shared a number of common design features—in fact, they were essentially the same engine built to different scales and consequently different displacements. Their central feature was the particular form of radial porting which had been developed by Charles Brebeck Sr. Today, we refer to this porting scheme as Oliver Porting, although its use in the British Oliver Tiger engines was both later and slightly different. Brebeck's patented idea was to form the exhaust ports with three or four radially cut ports, then drill the transfer passages on an angle through the posts separating the exhaust ports to reduce the blow-down period. In Brekeck's design, the cylinder threaded into the crankcase. The transfer ports communicated into the cylinder from an unthreaded portion of the cylinder below the exhaust. The crankcase featured a matching unthreaded portion between the cylinder seat and the female threads in the case, so that when the cylinder was screwed in place there was a clear, unthreaded annular passage surrounding the cylinder just below exhaust port level and communicating with the bore through the transfer ports. This annular passage was fed from the main crankcase through two large cutaways in the female threaded portion of the crankcase, one on each side. The cast-in "bump" visible on the exterior of the crankcase sides was included to accommodate these cutaways without loss of structural strength.
This system had a number of advantages. One, it allowed for extremely lightweight and low-cost construction. Two, it allowed for some degree of overlap between the exhaust and transfer ports. Three, it resulted in highly directional transfer gas flow. Fourth, it provided for relatively high transfer gas velocities, which gave efficient low-speed scavenging and consequently easy starting. And finally, development work was considerably simplified by the fact that changes in port timing could very easily be tried simply by the judicious use of shimming and adjustment of the transfer port overlap, often using the same cylinder.
Charles Brebeck was careful to patent his system, which he did under the terms of US Patent no. 2,179,683. Despite this protection, the system was quite widely copied outside the USA, with makers as diverse as Fuji in Japan and Jaguar in Germany using the system or a form of it in their own products.
The rest of the basic Cub design was pretty much standard American small glow motor engineering of the period. The blued steel cylinder was unhardened and had very thin integral cooling fins. Both head and cylinder base seals were created using soft copper shims rather than non-metallic gaskets—very durable, and good for efficient heat transfer. The case was a brightly-finished pressure die-casting in aluminium alloy which offered a choice of beam or radial mounting. The screw-in head was turned from hexagonal aluminium bar stock. The screw-in backplate was also machined from light alloy bar stock. The shaft was case-hardened low-carbon steel, while the rod was a light alloy die-casting. The steel gudgeon pin was swaged into the bosses of the hardened steel piston to prevent lateral movement and possible scoring of the soft cylinder bore. A square-cut induction port was formed in the crankshaft, and this was allied with an axially elongated base section in the intake, giving rapid opening and closing of the crankshaft rotary valve. Finally, the spraybar was simply pressed into the mounting holes in the venturi, no nut being used. A very fine thread was used on the needle valve, giving relatively non-critical needle control characteristics.
The Cub engines were mass-produced to very high "consumer" standards and ran very well indeed by the yardsticks of the early 1950's. Sadly, as time went by, their performance failed to keep pace with that of their rivals, notably Cox. But that too is another story...
Anyway, the beginning of 1953 found Charles Brebeck with a thriving business and a modern factory turning out the very popular OK engines by the thousands to first-class "consumer" standards. By year's end, the millionth OK engine had been produced and with the product line well established, it was time for some new offerings. The hour of the OK diesels had arrived!
Design Considerations
When Dick McCoy designed the McCoy Duro-Glo .049 diesel in 1953, he started with a clean sheet of paper. He had some experience with .049 engines in the form of the .049 Baby Mac of 1951, which he had designed for the Duro-Matic Products Co, but did not feel that this engine formed a suitable basis for the 1/2A diesel that he set out to design and manufacture on his own account in 1953. The .049 Duro-Glo was an all-new design from the ground up.By contrast, Charles Brebeck saw no reason to stop doing what had got his company to where it was at that point in time. He had a well-established line of popular glow engines, and believed that it should be possible to develop a diesel ignition set-up which would work just fine using the basic design which had served him and his company so well.
But there was one fly in the ointment: the thorny issue of stress! Because of their high compression ratios and almost "explosive" ignition characteristics, working loads in model diesels were acknowledged to be far higher than those encountered in a glow motor with its point ignition source and more progressive combustion characteristics. In particular, because the entire charge in a diesel reached the self-ignition temperature at the same time, it tended to ignite all at once—indeed, to almost (but hopefully not quite!) detonate. This event took place at or slightly before top dead centre, and the result was that while the crankshaft was swinging over top dead centre so that the piston could begin its power stroke, the rod, gudgeon pin and crankpin were all very highly shock-loaded—far more so than in a correctly-timed glow motor. And this shock event was repeated thousands of times per minute.
Brebeck had a thing about ignition timing, even in glow engines. His Cub glow models were generally supplied with three .004" thick copper shims under the cylinder head, thus allowing some adjustment of the compression ratio and hence the ignition timing to suit the operating speed at which the engine was intended to be used. A good feature!
But it didn't stop there. As far back as 1946 Brebeck had formed the opinion that even with a spark ignition engine the shock loading imposed on the working parts by the ignition of the fuel mixture just prior to top dead centre imposed levels of stress which were highly undesirable. His unique solution to this problem was to design a highly original "shock absorber" system for securing the cylinder. This was first applied to his 1946 B-29 spark ignition model and was carried on throughout the following .29 cuin spark and glow ignition models right through the Mohawk Chief era up to the 1953 Super Hothead design.
 Basically, the system consisted of a pair of spring steel clamps which were attached to the crankcase casting by screws in the fore and aft locations. These bore at their inner ends against a flange at the base of the cylinder, thus holding it down. A thick and rather soft gasket was used beneath this flange, and this gave the hold-down system a measure of "give". When the mixture fired in the combustion chamber, the cylinder and its attached head (the OK .29 series were blind bored) were free to rise microscopically against the hold-down clamps, thus absorbing some of the energy in the system at a time when that energy could not yet be used to drive the piston. This energy was of course stored in the strained hold-down system, and as the piston commenced its power stroke and the shock loading condition passed the system returned to its normal state by releasing its absorbed energy back into the power train. At least, that was the theory, and Brebeck was a true believer!
Basically, the system consisted of a pair of spring steel clamps which were attached to the crankcase casting by screws in the fore and aft locations. These bore at their inner ends against a flange at the base of the cylinder, thus holding it down. A thick and rather soft gasket was used beneath this flange, and this gave the hold-down system a measure of "give". When the mixture fired in the combustion chamber, the cylinder and its attached head (the OK .29 series were blind bored) were free to rise microscopically against the hold-down clamps, thus absorbing some of the energy in the system at a time when that energy could not yet be used to drive the piston. This energy was of course stored in the strained hold-down system, and as the piston commenced its power stroke and the shock loading condition passed the system returned to its normal state by releasing its absorbed energy back into the power train. At least, that was the theory, and Brebeck was a true believer!
Results speak louder than words, and it's an undeniable fact that those old OK .29 engines seemed to last forever. My own Mohawk Chief ran and ran, and is still a great runner today, as were several others that I once owned. Brebeck himself noted later that so few of these engines were ever returned for servicing at the factory that in 1952 he discontinued placing serial numbers on them! So he had good reason to believe that his efforts to reduce internal shock loadings in his original .29 series had been effective.
When his thoughts turned to the design of a diesel model, Brebeck's attention naturally returned to this issue. If shock loadings resulting from the ignition process were an issue for spark and glow engines, how much more so for a diesel! To compound the matter, Brebeck wished to utilize as much of the existing OK Cub design as possible. However, these engines had been designed to deal with the far lower stresses imposed by glow operation—something would clearly have to be done to deal with the far higher stresses imposed by operation as a diesel.
Now there were two ways to go here. Firstly, Brebeck could simply beef up all of the stressed components and hope that they held up under the stresses of life as a diesel. This was the "traditional" approach. However, there was only so much that could be done in this area without departing significantly from the basic OK Cub design. In particular, Brebeck did not want to be forced to make an entirely new main casting to accommodate sturdier components.
However, there was a second option—he could try to incorporate measures to actually reduce operating stresses so that excessive beefing-up would not be required and the basic OK Cub design would suffice to produce a reliable diesel. This was the "outside the box" approach.
In the event, Brebeck applied both approaches to the problem. Without departing radically from the established OK Cub design, he took steps to beef up the most highly stressed components, and also developed his own unique approach to the reduction of internal stresses. It is the latter point which gives the OK Cub diesels a unique place in the history of model diesel development and justifies an in-depth analysis of this kind.
Production History of the OK Diesel Models
The first decision to be taken was—in which displacement categories should diesel versions of the Cub series be developed for the mass market? This is actually one of the more interesting pieces of information which an in-depth study of the OK diesels throws up! Most people immediately think of the familiar .049 and .075 diesel models whenever the subject of the OK diesels comes up. However, these were actually not the initial diesel offerings by the company!It appears that Brebeck himself was unsure of the answer to the displacement question at the outset, and hence decided to hedge his bets by simultaneously trying out diesel versions of the basic Cub design in two fairly divergent displacement categories. But since he was unsure at this point how this trial might pan out, he elected to take a very low-key approach at the outset and to hold his cards very close to his chest!
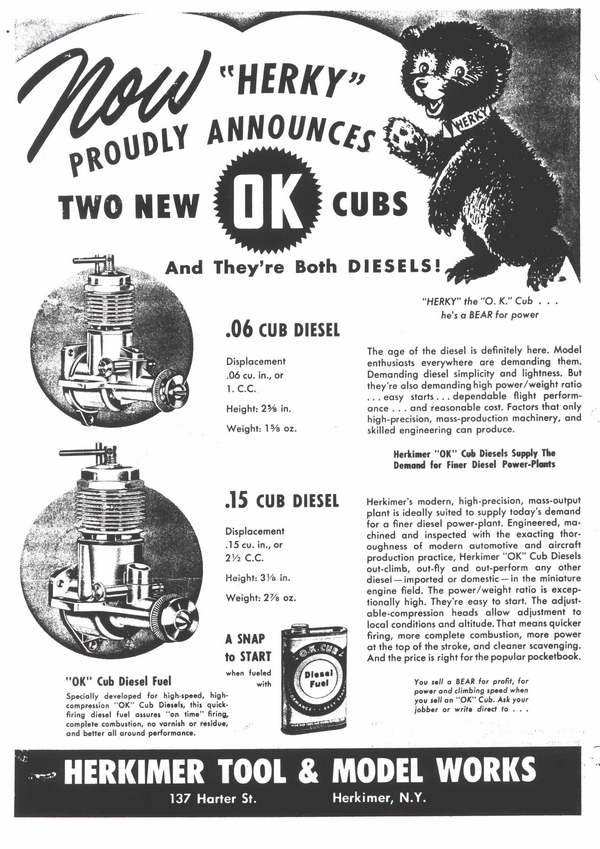
Accordingly, the Herkimer company entered the diesel market very quietly in 1953 with a pair of diesel models, neither of which was either an .049 or an .075!! One model was in essence a diesel conversion of the company's previously-established .149 cuin (2.46 cc) glow model, while the other was built to an entirely new displacement for OK, that of .06 cuin (1 cc). The latter model was based on the original long-stroke case used in the early .049 and .074 Cub glow models, with the bore being of an intermediate size.
Although these engines were the subject of an advertising sheet put out by Herkimer, they do not appear to have been picked up by the contemporary US modelling media, perhaps intentionally on Brebeck's part. It seems that these engines were specifically targeted at the European and South American markets, in which these two displacements were quite popular. Evidently Brebeck wanted his field testing to take place well away from his primary intended marketplace, just in case things didn't work out! Few if any were sold in North America, and neither of the two models appears individually to have reached the 500 unit mark in terms of total production. As a result, these are undoubtedly the rarest and least-known members of the OK Cub series.
From an overall design standpoint, these two models were essentially identical to the more familiar diesel models which were subsequently to appear. The main visual difference was the fact that they featured a single-arm compression lever with a stop pin in the cylinder head, rather along the lines of the Mills Bros and Davies-Charlton diesels. They also lacked fuel tanks. It seems likely that Brebeck saw these engines more or less as "test beds" for his ideas regarding the conversion of the basic Cub design to diesel operation.
The results with the .06 cuin model must have been sufficiently encouraging for Brebeck to commit the Herkimer company to a full North American release of a new diesel model based directly upon the established .074 glow model. It would appear that the results of the tentative foray into the .15 cuin category were less encouraging, since no more was to be heard of any OK diesel models built to that displacement.
The new diesel had the same 0.478" (12.14 mm) bore and 0.415" (10.54 mm) stroke as the Cub .074 glow model for an identical displacement of .074 cuin (1.22 cc). For some reason, the decision was taken to market the diesel version as an .075 cuin engine, but the fact remains that it was actually identical in displacement to the .074 glow model—even the case bore the .074 figure! The engine weighed a commendably light 2-1/8 ounces complete with tank and fuel line.

Like its glow relatives, the engine was strikingly packaged in an eye-catching box with a clear plastic cover so that the engine was clearly visible whilst at the same time remaining fully protected against dust and damage while on display. A fold-up section of the mounting card could be opened up when the engine was on display in a store. A very well-written and comprehensive set of operating instructions were included with each engine together with a spare parts list and an OK brochure describing their full range. There was nothing wrong with OK's marketing strategies!

The new .075 diesel model was released to the public in late 1953 and began appearing in articles in the modelling media in early 1954. Its reception was very favourable indeed. Herkimer also developed and marketed their own branded diesel fuel for use in these engines.
 |
 |
 |
So the Cub .075 diesel was well launched to a positive reception. At this point it's necessary to digress a little by recalling the fact that in 1952 a revised Cub .049 glow model had been released in the form of the radial mount Cub .049X. This was followed up in 1953 with the release of the Cub .049B, which was in essence the same engine with optional beam or radial mounting and a different tank. Both of these glow models featured a larger bore and shorter stroke than the original Cub .049 model. They were in fact essentially identical engines, the only real differences being in the mounting and fuel tank arrangements. They offered a substantial improvement in performance over the earlier .049 design, particularly at higher speeds.

Returning now to 1954, the positive initial reaction to the .075 diesel prompted an immediate decision to develop a diesel version of the Cub .049B, and this appeared on the market in mid 1954, once again to a very favourable reception. This time, there was no artificial juggling with the advertised displacement between diesel and glow models—the .049 diesel shared the 0.420" (10.67 mm) bore and 0.360" (9.14 mm) stroke of its glow sibling, and both diesel and glow models were promoted as having a displacement of 0.049 cuin (0.81 cc). The diesel version weighed in at just over 1-1/2 ounces with tank and fuel line.

The Cub .049 and .075 diesels were to remain on the market for some years, although how long actual production lasted is open to some debate because it seems certain that the engines remained available well after production ceased. Be that as it may, the company took no further steps to consolidate its position in the diesel marketplace, and by 1960 when the .024 cuin Cub glow motor was introduced the diesel models were no longer appearing in OK's promotional literature. In any case, troubles arising from Herkimer's ill-fated association with the Comet RTF manufacturing operation were soon to divert attention away from new or updated models to pure survival.

The association with Comet began in the fifties and production of engines for the Comet RTF models occupied an increasing and eventually disproportionate percentage of Herkimer's production capacity. By the early 1960's Comet was struggling, which was very bad news indeed for Herkimer. Recognizing their increasing dependence on the Comet operation, Herkimer wanted to help but made the mistake of doing so by extending credit to the Comet company in the form of tens of thousands of engines made and delivered "on spec" to be paid for when they and the RTF models in which they were mounted were sold. When the Comet operation eventually failed, Herkimer's production of engines for them ground to an immediate halt, along with any hopes of ever getting paid for the tens of thousands of engines already supplied.
The shock effect of this disaster almost bankrupted the Herkimer company and forced a major retrenchment. Charles Brebeck Sr.'s grandson Ted Brebeck went over to the Comet factory and literally ripped thousands of OK "Comet Cubs" out of the RTF models in which they had been installed. These are often encountered today on eBay and at swap meets. Large stocks of unused parts remained on hand at the factory, as did the original dies and tooling, and Ted Brebeck retained possession of these, subsequently changing the name of the company to Mohawk Engineering Co. and periodically releasing a variety of editions of the former products of the OK factory, thus keeping the OK name alive long after the glory days had ended.
By a combination of issuing new editions of old engines and undertaking custom machine work, the company and its successors somehow managed to survive the Comet debacle. It remains in operation today (2008) as OK Metal Model Products, producing a line of quality model railroad passenger cars from metal components. The company is still owned by Ted Brebeck.
Design Elements of the OK Diesels
Now it gets interesting!! As Charles Brebeck Sr. saw it, the modifications needed to convert a basically standard OK Cub from glow to diesel ignition fell broadly into three categories:
- Provision of a suitably revised cylinder and head to permit the use of compression ignition.
- Beefing-up of the more highly stressed working components to withstand the stresses imposed by diesel operation.
- Provision of means to reduce operating stresses to a practical minimum, thereby avoiding the need to beef up the working parts excessively and permitting the continued use of the basic OK Cub design.
Let's look at Brebeck's approach to these issues in order. Since the .049 diesel was simply a scaled-down version of the .075 design, the following comments apply to both models except where noted.
1) Provision of a suitable cylinder and head
 The idea of fixed compression clearly played no part in the design of a "modern" diesel at the time in question. In addition, the stroke, rod length and piston dimensions were intended to remain the same as for the glow-plug models. Therefore, the most obvious requirement was the lengthening of the upper bore to accommodate the necessary contra-piston. This was accomplished by making a new unhardened blued-steel cylinder of generally similar design to that of the glow model but having an externally threaded spigot protruding above the top cooling fin.
The idea of fixed compression clearly played no part in the design of a "modern" diesel at the time in question. In addition, the stroke, rod length and piston dimensions were intended to remain the same as for the glow-plug models. Therefore, the most obvious requirement was the lengthening of the upper bore to accommodate the necessary contra-piston. This was accomplished by making a new unhardened blued-steel cylinder of generally similar design to that of the glow model but having an externally threaded spigot protruding above the top cooling fin.
 An internally threaded light alloy cylinder head turned from hexagonal bar stock screwed onto this spigot rather like a cap. The steel contra-piston was a smooth sliding fit in the upper cylinder, and a good seal was ensured by the use of a heat-resistant plastic O-ring, very much along the lines of the rival McCoy Duro-Glo .049 diesel mentioned earlier. International Model Aircraft were later to emulate this approach in Britain with the Mk. I version of their Frog 80 diesel.
An internally threaded light alloy cylinder head turned from hexagonal bar stock screwed onto this spigot rather like a cap. The steel contra-piston was a smooth sliding fit in the upper cylinder, and a good seal was ensured by the use of a heat-resistant plastic O-ring, very much along the lines of the rival McCoy Duro-Glo .049 diesel mentioned earlier. International Model Aircraft were later to emulate this approach in Britain with the Mk. I version of their Frog 80 diesel.
 A very praiseworthy touch was the provision of a flange at the top of the contra-piston to prevent its being screwed down too far by an unfamiliar user—a very wise provision in an engine intended for a market in which many modellers were unfamiliar with diesels! Indeed, others might have done well to copy this idea. A fibre insert in the head provided a friction source to prevent compression run-back (another feature which was to appear on Frog engines, albeit using nylon inserts rather than fibre), and the use of an extremely fine thread for the two-armed compression screw further minimised this tendency and also made compression adjustments considerably less critical than they might otherwise have been once the basic setting had been found.
A very praiseworthy touch was the provision of a flange at the top of the contra-piston to prevent its being screwed down too far by an unfamiliar user—a very wise provision in an engine intended for a market in which many modellers were unfamiliar with diesels! Indeed, others might have done well to copy this idea. A fibre insert in the head provided a friction source to prevent compression run-back (another feature which was to appear on Frog engines, albeit using nylon inserts rather than fibre), and the use of an extremely fine thread for the two-armed compression screw further minimised this tendency and also made compression adjustments considerably less critical than they might otherwise have been once the basic setting had been found.
Overall, this was a very well thought-out system indeed, and it worked just fine in practise.
2) Beefing up the working components
 The most highly stressed components in any model engine are the con-rod, gudgeon pin and crankshaft. Brebeck clearly felt that the rest of the basic Cub engine was up to the job, and also seems to have felt that the existing steel gudgeon pin and crank pin offered ample strength, especially when used in conjunction with the stress-reducing technology to be discussed next. Accordingly, the only steps taken in this area were:
The most highly stressed components in any model engine are the con-rod, gudgeon pin and crankshaft. Brebeck clearly felt that the rest of the basic Cub engine was up to the job, and also seems to have felt that the existing steel gudgeon pin and crank pin offered ample strength, especially when used in conjunction with the stress-reducing technology to be discussed next. Accordingly, the only steps taken in this area were:
- the replacement of the cast alloy rod with a turned rod made of heat treated high-tensile steel.
- the replacement of the squared-off induction port in the crankshaft with a round hole to reduce the tendency of this feature to act as a stress-raiser. Induction efficiency was at least partially restored by the addition of a "ramp" leading down towards this hole from the front.
- In the case of the .049 model, a slight reduction in the diameter of the internal gas passage in the crankshaft to provide greater wall thickness and hence greater strength. This was not felt to be necessary for the .075 model.
All other components apart from the cylinder and head were essentially identical to those used in the standard glow models, albeit with a somewhat tighter piston/cylinder fit.
In retrospect, it must be said that Brebeck would have done well to use a revised piston having more substantial bosses for the gudgeon pin. The standard OK Cub design uses a thin-walled piston which offers rather minimal support to the ends of the gudgeon pin and results in a considerable unsupported length of pin on each side of the con-rod small end. The cyclic bending stresses on the gudgeon pin are thus considerable, and gudgeon pin failures in these engines are not unknown, although they seem to stand up well provided the engine is operated properly on a nitrated fuel that does not require the use of excessive compression.
3) Reducing internal working stresses
Now we come to the meat of the matter! Brebeck clearly wished to use a similar "shock absorber" strategy to that employed in his earlier .29 cuin models mentioned above. But how? The use of the clamping system was precluded by the screw-in assembly used in the Cub series. Where else could some measure of "give" be built into the system?? The answer was immediately obvious to Brebeck—if you can't arrange for the entire cylinder and head to have some "give", you can at least arrange for the contra-piston to perform a similar function in a diesel! This is exactly what he did—the contra-piston had a narrow shelf machined into its interior, and a three-legged spacer stamped from 1/16" spring steel was inserted into the top of the contra piston with the outer ends of its three "legs" resting on the shelf. The compression screw naturally bore against the centre of this steel spacer, and the forces of compression and combustion were transmitted to the comp screw through the three "legs" resting on the shelf in the contra piston.
The answer was immediately obvious to Brebeck—if you can't arrange for the entire cylinder and head to have some "give", you can at least arrange for the contra-piston to perform a similar function in a diesel! This is exactly what he did—the contra-piston had a narrow shelf machined into its interior, and a three-legged spacer stamped from 1/16" spring steel was inserted into the top of the contra piston with the outer ends of its three "legs" resting on the shelf. The compression screw naturally bore against the centre of this steel spacer, and the forces of compression and combustion were transmitted to the comp screw through the three "legs" resting on the shelf in the contra piston.
 Under the extreme loads encountered during the ignition stage, the legs of the spring steel spacer were free to flex, thus absorbing some of the shock loading resulting from the "detonation ignition" of the diesel by storing energy in the deformed spacer while the engine swung over top dead centre. Once the piston began its descent on the power stroke, the steel spacer was free to return to its unloaded configuration, thus returning its stored energy to the system. The use of the O-ring on the contra piston meant that this component was free to follow the movement of the spacer ends. In effect, this meant that once ignition was initiated and the pressure rose in the combustion chamber, the compression setting was fractionally reduced until the piston had passed top dead centre, thus reducing internal stresses. Clever!
Under the extreme loads encountered during the ignition stage, the legs of the spring steel spacer were free to flex, thus absorbing some of the shock loading resulting from the "detonation ignition" of the diesel by storing energy in the deformed spacer while the engine swung over top dead centre. Once the piston began its descent on the power stroke, the steel spacer was free to return to its unloaded configuration, thus returning its stored energy to the system. The use of the O-ring on the contra piston meant that this component was free to follow the movement of the spacer ends. In effect, this meant that once ignition was initiated and the pressure rose in the combustion chamber, the compression setting was fractionally reduced until the piston had passed top dead centre, thus reducing internal stresses. Clever!
 As usual, Brebeck was careful to patent this unique arrangement, taking out US Patent no. 2,733,694 to protect his invention and promoting the engines as the "world's first shock-proof diesels". As far as I am aware, his system was never emulated by any other manufacturer of model diesel engines.
As usual, Brebeck was careful to patent this unique arrangement, taking out US Patent no. 2,733,694 to protect his invention and promoting the engines as the "world's first shock-proof diesels". As far as I am aware, his system was never emulated by any other manufacturer of model diesel engines.
Now it's beyond dispute that this was a very ingenious idea indeed! Question is—does it work?? Let's take a look at what the contemporary media had to say!
The OK diesels in the Modelling Media
The OK Cub diesels were the subject of a number of test reviews in the modelling press. It is particularly fortunate that the Cub .075 diesel was the subject of a test which was published in the British magazine Model Aircraft. At the time in question, tests published in this magazine included horsepower curves to go with the very informative reports which were unattributed, but were almost certainly prepared by Peter Chinn. The contemporary American model magazines confined themselves to publishing rpm figures for a range of propellers suitable for the engine under test.The test published in Model Aircraft belies the fact that the OK engines were never marketed aggressively in Britain. Herkimer was after mass sales, and these were not to be anticipated in post WW2 Britain, which in any case had its own model engine industry. I don't recall seeing an OK diesel in use when I was growing up there, and even the Cub glows were rarely encountered, being considered "old fashioned" and underpowered by the time that I arrived on the power modelling scene in 1959. This being the case, we are very fortunate that Peter Chinn's interest was stimulated to the point where he somehow obtained an example for test. His test were at all times conducted in a completely professional and impartial manner using a common dynamometer rig and thus have great value to the present-day model engine historian.
The US modelling media at this time did not concern itself with the measurement of actual torque and BHP figures. However, the US media did have one great compensatory asset in the person of the resident tester for Model Airplane News (MAN), one E. C. "Ted" Martin. There could have been few people living in North America at the time who were better qualified to assess model diesel engines. While living in his native England, Ted had worked for the Anchor Motors Co. of Chester, manufacturers of the well-known Amco line of model diesels, and had latterly been responsible for the design of their deservedly famous Amco 3.5 BB model of 1951. He was also a close friend and associate of the aforementioned Peter Chinn.
Martin undoubtedly saw a great future for the small model diesel in North America. Furthermore, he was not a man to confine himself to mere words - his forte was action! In 1951, while still completing the development of the Amco 3.5 BB, he was also evolving a design concept for an .049 diesel that would sweep all before it in the US marketplace. The sales potential for such an engine was clearly enormous if the American consumer could be won over.
Recognizing the difficulty of interesting any established British manufacturer in this project, Martin decided to emigrate to North America to put his plans into action from a base on that side of the Atlantic. Accordingly, following the release of the Amco 3.5BB by Anchor Motors Co., Martin not only left the company but also left England! On January 5th, 1952 (a date noted by Peter Chinn in his April 1952 "Accent on Power" column in "Model Aircraft"), Martin sailed for Canada, where he had ambitions of starting his own model engine company, beginning with an ultra high-performance twin BB .049 diesel design. He had invited Chinn to join him in this venture, but Chinn declined.
This project never got off the ground, most likely because the required start-up investment proved to be beyond Martin's means. That left him looking for a job, which he quickly found with MAN as their resident engine expert and tester. This association was to continue for much of the 1950's until Martin was replaced by his old friend Peter Chinn. Significantly for our present purposes, Martin was MAN's tester-in-residence when the OK Cub diesels came up for evaluation. There could have been few individuals in North America better qualified to critically assess the new models.
The Cub diesels appeared in the following published test reports:
- Cub .075 diesel—"Model Airplane News", February 1954 (Martin)
- Cub .075 diesel—"Air Trails", February 1954 (anon)
- Cub .075 diesel—"Flying Models", April 1954 (anon)
- Cub .049 diesel—"Air Trails", May 1954 (anon.)
- Cub .049 diesel—"Flying Models", June 1954 (anon)
- Cub .049 diesel—"Model Airplane News", July 1954 (Martin)
- Cub .075 diesel—"Model Aircraft", July 1954 (anon, probably Chinn)
By far the most authoritative of the above tests were those conducted by Martin for MAN and Chinn (presumably) for Model Aircraft. The tests from the other two US magazines were in effect commentaries based to a significant extent upon the press releases issued by Herkimer, although they did include some propeller-rpm data as well as some general handling and performance impressions. All reviews were extremely favourable, but those authored by Martin and (presumably) Chinn constitute the most authoritative contemporary commentaries available to us today.
 |
 |
 |
The February 1954 MAN test of the .075 diesel came first, so let's see what Ted Martin had to say about that one. In reading Martin's comments, we must recall that we are listening to the voice of a very experienced model diesel designer and user, and a close associate of Peter Chinn.
Martin's summary comment was that the new Cub diesel was "a really hot performer for its size". He characterized the starting and running characteristics as "delightful" and praised the general quality of the engine. His description of the engine confirmed that it followed the standard Cub design layout in most respects, the major differences being in the ignition system.
Martin commented on the previously-noted measures which had been taken to beef up the rod and crankshaft, but his major interest was naturally focused upon the unique "shock absorber" system built into the head. He described the manner in which this was supposed to work (discussed earlier) in considerable detail and credited the new system with permitting the continuing use of most components of the Cub .074 glow model with minimal modification. He directly attributed the engine's extraordinary smooth running characteristics to the "shock absorber". Remember, this is a highly experienced model diesel designer and user speaking. Clearly, in Martin's mind, the system was highly effective and his views must surely count for something! Reading between the lines, you can almost hear him saying to himself Now why didn't I think of that??!!
Martin ran the engine for one hour prior to testing it, and then obtained the following propeller-rpm readings:
| Prop | Cub .075 diesel | |
|---|---|---|
| Power Prop | 10x6 | 7,000 rpm |
| Top Flite | 8x4 | 8,000 rpm |
| Power Prop | 7x6 | 11,900 rpm |
| Power Prop | 7x4 | 13,100 rpm |
| Top Flite | 6x5 | 12,800 rpm |
| Power Prop | 6x5 | 13,000 rpm |
| Top Flite | 6x4 | 13,900 rpm |
| Power Prop | 6x4 | 14,100 rpm |
| Power Prop | 6x3 | 16,000 rpm |
The diesel-minded Martin found the opportunity to put in a plug for his beloved compression ignition by drawing attention specifically to the figure for the 10x6 - try that on yer .074 glow, mate!
The MA test of the same engine, presumably by Peter Chinn, appeared some months later in July of 1954. As far as the engine's description went, this test covered much the same ground as the earlier review by Martin. The one really interesting comment in the MA review related to input reportedly received from "an otherwise respected source in Canada" to the effect that the O-ring contra-piston was somehow inferior to the normal European lapped contra-piston and that owners of the OK diesels and similar US designs might do well to send them to England to have conventional lapped contra-pistons fitted.
This Canadian source must surely have been Martin himself—other potential candidates appear thin on the ground! If so, it's interesting that Martin confined this comment to his British correspondents (like Chinn) and his views were in fact published in "a contemporary British publication". However, there was no mention of this issue in Martin's published tests of the OK diesels in the US media. Most probably he did not want to risk offending one of MAN's major advertisers.
In any case, Chinn (assuming him to be the author of the MA test) did not agree with this assessment. He felt that it was mainly a matter of the user becoming familiar with the system, which he saw as having a number of advantages. He praised the inclusion of the flange to prevent over-compression, although he rightly noted that the upper limit of compression was reached at around 11,000 rpm on fuels which did not contain sufficient amyl nitrate. He also found the "shock absorber" system well worthy of comment, although he did not commit himself regarding its effectiveness. He praised the engine's smooth running at the higher speeds, but commented somewhat cautiously that it was "difficult to say whether this (was) attributable to the "shock absorber" head". He did however concede that the engine was superior in this respect to most conventional diesels, thus coming perhaps as close as he felt comfortable to actually endorsing the system. He was particularly complimentary regarding the engine's freedom from viciousness when starting, although he found starting less easy than Martin had evidently done.
Chinn did not publish any propeller-rpm figures as Martin had done, so a direct comparison of the two tests is not possible in performance terms. However, Chinn more than made up for this by running-in the engine for 1 hour and then developing his usual torque and BHP curves, finding a peak power output of 0.115 BHP at 14,000 rpm. This represented a specific output of some 94 BHP/litre, which was very much up to par with the best contemporary performance standards for commercially-produced British diesels. In addition, the 2.1 ounce Cub weighed considerably less than any of its British competitors.
Overall, Chinn characterised the Cub .075 diesel as a "fine little engine" which displayed "the usual fine finish and pleasing general design common to the other Herkimer-O.K. Cub models". There was clearly little disagreement between Martin and Chinn regarding the merits of the new model.
In the same month of July 1954 in which the above review by Chinn appeared, Martin published his second MAN test report on an OK diesel. This time, his subject was the Cub .049 diesel which had quickly followed the .075 model into the marketplace. On this occasion, Martin took full advantage of a unique opportunity. He had previously tested the short-stroke Cub .049X glow engine, of which the .049 diesel was in effect simply a compression ignition version. Here was a golden opportunity to directly compare the characteristics of compression versus glow-plug ignition in more or less the same engine!
Martin briefly reiterated his previous comments from a few months earlier regarding the changes made to convert the .049 Cub to diesel operation as well as the "shock absorber" system which was also applied to this model. But all of this had already been said in the .075 test, so the main focus of the .049 test was on the comparison between the Cub .049 diesel and glow models. Martin characterized his findings in this regard as "startling"!
Once again, a range of rpm figures were obtained with selected test propellers, but this time the results obtained previously for the Cub .049X were published alongside those for the diesel. Here are the published figures:
| Prop | Cub .049 diesel | Cub .049X | |
|---|---|---|---|
| Top Flite | 6x5 | 9.750 rpm | 8,250 rpm |
| Power Prop | 6x5 | 10,500 rpm | 9,000 rpm |
| Top Flite | 6x4 | 11,100 rpm | 10,000 rpm |
| Power Prop | 6x4 | 11,700 rpm | 10,200 rpm |
| Top Flite | 6x3 | 12,500 rpm | 11,600 rpm |
| Power Prop | 6x3 | 14,000 rpm | 12,800 rpm |
| Power Prop | 5-1/4 x 5 | 12,800 rpm | 11,500 rpm |
| Power Prop | 5-1/4 x 4 | 13,700 rpm | 13,000 rpm |
| Power Prop | 5-1/4 x 3 | 15,200 rpm | 15,400 rpm |
As can be seen, the diesel displayed a clear performance edge over the glow at all speeds up 15,000 rpm and was still more or less level even at that speed, a finding which seemed to Martin to contradict the prevailing wisdom among US modellers regarding the relative performance of diesels and glows! He had doubtless been expecting superior low-end performance from the diesel, but evidently not the superior mid-range and level top end that he actually found. As a confirmed diesel man, he must have been quite gratified!
In fairness, Martin noted that he had been using the test Cub .049X in models since the completion of its test and that it had improved considerably over time. However, it's equally fair for us to note that the tested diesel would almost certainly have shown a similar improvement as it freed up further with more running time. At the time of the above tests, the diesel had 1 � hours of running time, while the glow had received 2-1/4 hours. So the direct comparison seems more than fair.
Martin stated in his report that the Cub .049 diesel was ...the most gentlemanly diesel in our experience, which really meant something coming from an individual of Martin's background and experience! He commented particularly upon the freedom from viciousness when starting on small props, thus echoing the contemporary comment made by Chinn with respect to the .075 model. His summary comment was that Herkimer has produced another winner.
So there we have it—a ringing endorsement of the unique Herkimer diesel design from a recognized authority on the subject of model diesels! How does present-day experience compare with Martin's comments? Only one way to find out—let's run a Cub diesel.
The Cub Diesels Today
To a person like myself who cut his teeth on British sports diesels like the ED, Frog and AM models, the Cub diesels appear at first glance to be unduly lightweight in terms of their construction. Their very compact size also belies their respective displacements—the .075 cuin model (1.23 cc) is little bulkier or heavier than, say, a DC Merlin of only 0.76 cc and considerably smaller and lighter than its AM, Frog and DC displacement counterparts!So it's with some trepidation that a "traditional" diesel user views the prospect of running one of these little beasts! However, one merely has to think back to the previously-quoted test reports by Ted Martin as well as the reviews undertaken by others (all of them highly favourable) to realize that there's no logical reason to anticipate any problems.
And indeed, this is found to be the case! The .075 model is the one with which I've personally had the most experience—I've both bench-run and flown these engines. As supplied, the running fits are excellent—the piston fit is a little slacker than in most European diesels, but there's loads of compression for easy starting. And starting is just as Ted Martin described it—dead easy and completely free from vices of any kind. The engine likes an exhaust prime and the compression backed off a little, but once that's done starting is pretty much instantaneous if the settings are anywhere near correct. All that you have to do is "catch" the engine by raising the compression as the prime burns off.
Once running, the settings are extremely non-critical—the very fine threads used on both the compression screw and needle valve see to that. Running is extremely smooth too, just as Ted Martin reported—I'm unable to say how much of that is due to the "shock absorber" in the cylinder head, but there it is!
The one limitation (if you can call it that) is the fact that when trying to run the engine fast on a small prop the upper limit of compression is reached as one tries to advance the ignition timing. Brebeck clearly (and in my view wisely) set that upper limit quite conservatively to minimize the possibility of damage being caused by over-compression—a common error among modellers who are unfamiliar with diesels. However, the available compression settings are adequate for the sizes of props most likely to be used on an engine of the particular displacement and type—on the .075, for example, a fast 7x6 would appear to be the ideal prop for sport control line work, with a 7x5 or 8x3 for free flight. The upper limit of available compression on my own "runner" example of this engine easily accommodates such prop sizes.
For the same reason, there's no way that these engines will run successfully on a fuel with less than, say, 2-1/2 % ignition improver (amyl nitrate or equivalent). On straight fuel there's just not enough compression available to smooth out the running at anything approaching normal operating speeds.
The steel rod has rather a narrow small end bearing, and on my trusty "runner" example there's detectable "waisting" of the rubbing portion of the gudgeon pin after some 4 hours of running in my hands, much of it in the air. A replacement pin is of course no bother to install, but this is an issue with these engines. It's a problem which is not infrequently encountered with hardened steel rods running in conjunction with steel pins.
My approach to this issue is to run the engine on a fuel containing 30% lubricating oil. Apart from the superior lubrication provided, this has two side benefits—one, it actually increases the effective compression ratio of the engine due to the proportion of the combustion chamber which is taken up by the oil content at top dead centre. And two, it helps to create an even better compression seal. The engines run much better with such an "oily" fuel, and should last far longer as well.
In summary, test-running an example of these engines amply confirms the comments made by Martin and his colleagues all those years ago. These really are good-handling and sweet-running little engines which are also extremely light and compact for their power. Well worth a go!!
Conclusion
Many thousands of these Cub diesels were made and sold, most of them in North America. And a good number of these received little if any use—their owners soon reverted to the safe and comfortably familiar haven of glow operation. Accordingly, examples in fine condition are still regularly encountered today on eBay and at swap meets, and their relative availability has mitigated any tendency for prices to creep up unreasonably—they are still frequently on offer at quite reasonable prices by today's standards.The .075 model appears to have been made in substantially larger numbers than its .049 counterpart—the smaller Cub diesel is far less frequently encountered than the .075 model. But examples do come up on a fairly regular basis if you look hard enough.
If you get one that requires dismantling for cleaning or for some other reason, just remember that the soft steel cylinder is easily marred. Do not use a lathe chuck, pliers or a vice-grip to unscrew the cylinder!! OK made a neat clamping ring for their cylinders, and you should use one of these or a made-up equivalent. Heating the case to around 200 degrees in an oven usually makes removal quite a bit easier. A very important point to note is that the piston should be unstuck in the bore before any attempt is made to remove the cylinder, otherwise twisting of the rod can easily occur. Any patches of bare metal on the cylinder after removal can easily be restored with gun bluing solution.
Anyone who really wants a Cub diesel should be able to find a serviceable example of one or other of these engines without too much trouble. And in my humble opinion, anyone having an interest in model diesels should do so! These are great little engines which are quite out of the common diesel rut, start and run extremely well, look really sharp, are extremely light and compact and are a lot of fun to own. Go on—give one a try! Just remember to add that nitrate, and don't forget to pour in the oil.

{kind=link}
{kind=link}
This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
|
Unless otherwise expressed, all original text, drawings, and photographs created by
Ronald A Chernich appearing on the Model Engine News web site are licensed under a Creative Commons Attribution-Noncommercial-Share Alike 3.0 License. |

|