Editorial
Welcome to 2006. Sometime during December, the Hit Counter that tries to register visitors since September, 1999 quietly passed the 300,000 mark. This is a bit misleading as it only counts visits to the various editorial pages. The total number of "hits" recorded against all pages and pictures for December was some 674,000 odd, with over 2.68 million hits recorded since the site moved to the new host in August. Based on page visits, the vast majority of visitors are from the USA. After that, it can vary month to month. In December 2005, Australia was second (yea!), with the European Union not far behind. If instead we looked at bandwidth consumed (which I infer relates to picture images opened), Spain and Sweden would rank higher than Great Britain. All very interesting, though largely useless.
Last year, I kicked off the column with some gutsy resolutions. Well, I've learnt my lesson. Having totally failed to achieve them, this year I shall remain blissfully silent! But good things did happen in 2005. Model Engine Builder launched and has exceeded publisher Mike Rehmus' expectations (and his business plan). If I needed an excuse for not achieving what I'd intended, I could try trotting out the articles written for MEB, though air conditioning the house but not the shop may figure in the equation too.
2005 also saw the release, at long last, of the eagerly awaited Model Engine News CD Collection. Sales of this CD now support the web site and to date, all the feedback received on the CD has been positive. CD owners get access to the Members' Area which contains updates and downloadable engine construction plans. This is a sincere thank you from me to the site supporters, and a not so subtle gimmick to encourage others to become supporters  .
.
This month, we have a lot of stuff, but surprisingly little of it is internally combusting. Still, I hope you find it of interest. The theme seemed to come from the Book of the Month subject, and just grew from there. It also prompted me to brave the heat in the shop and do a real quick build of a twin cylinder engine! This has been added to the Engine Finder page, and the Engine Projects Page under the "Beginners" classification (Twin? Beginner? Quick? Read about the Engine of the Month and all will become clear). The Engine Finder has been updated to correct the spelling of the Keil K6 and to expand the coverage a little of the Kemp K4. Plans for the latter are currently being drawn up, along with its rather unique little cut-out. Incidentally, they appear to both have been designed by the same person, namely Harry Kemp. So here we go for 2006, and sadly we must begin with the passing of yet another model engine pioneer...
Vale: Gig Eifflaender

Another model engine pioneer has left us: Gig Efflaender, designer of the long-lived PAW series of engines passed away peacefully on Thursday, December 1st. Gig's engines have now been in continuous production since 1957, although the company itself began operations during WWII. Fittingly, Progress Aero Works of Cheshire, England remains in good and strong hands with Gig's sons, Paul and Tony. They will continue to produce the high quality diesels that PAW are justly famous for. Model Engine News will have a larger tribute to Gig next month.
All Tied Up

For some time, this site's Links Page has suffered neglect. When an email arrived from England alerting me to a new web site dedicated to tethered cars and hydroplanes (appropriately called On The Wire), the prospect of adding this link to the page prompted me to address the bit-rot situation to check all the links and ensure the good ones were in alpha sorted order. It should not have surprised me when this simple task quickly got out of hand. So now, the Links page is generated from data that enables the links to be checked frequently and easily, new ones added and flagged as  etc. I've also changed things so that the links open in a new window, without the MEN frames bordering them. There are a lot of new links on the page, some of them found by fanning out from the Links page of the On The Wire Links page. Anyway, have a look at the engine work on this site and the Tethercar dot Com site. Ken Croft says they represent the pinnacle of model engine performance, and I have to agree with him.
etc. I've also changed things so that the links open in a new window, without the MEN frames bordering them. There are a lot of new links on the page, some of them found by fanning out from the Links page of the On The Wire Links page. Anyway, have a look at the engine work on this site and the Tethercar dot Com site. Ken Croft says they represent the pinnacle of model engine performance, and I have to agree with him.
Outside the Box

Part of the maintenance I do for this site is to check where the site is being referenced from. Backtracking one such reference last month led me to a piece on drill sharpening that was linking to my page on Four and Six Facet Drill Sharpening in the Quorn. The web site is charmingly called Gadget Builder. It has a lot of good ideas aimed at budding model engineers, including Yet Another shop-made quick-change toolpost, with a neat adaptation of the Australian designed "Diamond" tangential cutting toolholder. Well worth spending some time here for ideas and projects.
Replikits

Guess what? Another new link found during maintenance. This one is to a new enterprise that will be of interest to stick-and-tissue builders. Steve Brannan is the driving force behind Replikits. His idea is so good, and so well executed that he deserves every good thing that comes from it. Replikits provide "short-kits" for English models from the classic period of aeromodeling. These are the sort of thing you would pay a fortune for on eBay, then photocopy the plan and print-wood because the kit is far too valuable to touch! Well Mike can supply the plan AND the invaluable print-wood for a very modest price. Some models include the vacuum formed canopy—an item you would not dare use from an original kit.
 And for all those arm-chair builders out there (come on, confess), Replikit has placed pdf images of the full-size plans for all the Veron and most of the Keil Kraft scale rubber models on a pair of very modestly priced CDs (the Veron model plans appear with the co-operation and blessing of their designer, Mr Phil Smith). There are no print-wood patterns included with the CD (gotta leave him something to sell), but you can order printwood separately after you decide which you'd like to make. The Replikit range also includes classic free-flight, control-line, Jet-X, and early R/C models too. My only connection with this site is being a very, very satisfied customer (alas, no graft this time ). His service and products are first class.
And for all those arm-chair builders out there (come on, confess), Replikit has placed pdf images of the full-size plans for all the Veron and most of the Keil Kraft scale rubber models on a pair of very modestly priced CDs (the Veron model plans appear with the co-operation and blessing of their designer, Mr Phil Smith). There are no print-wood patterns included with the CD (gotta leave him something to sell), but you can order printwood separately after you decide which you'd like to make. The Replikit range also includes classic free-flight, control-line, Jet-X, and early R/C models too. My only connection with this site is being a very, very satisfied customer (alas, no graft this time ). His service and products are first class.
Minimag

A question on the availability of miniature magnetos suitable for single and multi-cylinder ignition engines popped up on an email list recently. Readers may recall the book review from the August 2005 issue of MEN on Jim Shelly's Maltese Falcon. The magneto on that engine is called the Minimag and was developed by Jim. It is quite capable of driving anything from a simple single to a 9 cylinder radial (with appropriate gearing). Complete kits for the Minimag, as seen here, are available from Jim for about £58 (at the time this was written, naturally). Jim is not an Internet user, so you'll need to write or telephone him at:
Minimag Co.
358 Birmingham Road,
Walsall WS5 3NX,
England
Tel 0044 1922 628553
This information was kindly provided by Nick Jones who is building a Westbury Kiwi which will have a Minimag fitted.
The Ideal Beginners' Engine (4)

The subject for this month's beginners' engine project was brought back to the light by Eric Offen and it truly deserves better recognition that it appears to have. It is a 2.5cc diesel designed by Mr RG Dean that appeared as a complete construction article in The Model Engineer for December 10, 1959. It now appears to have sunk without trace—I was not even able to locate a reference to the plan for it ever being sold in any of my old MAP planbooks. This is a pity as it embodies many ideas that make it a good choice for a first engine project. But there's a "but". Read about it on the Beginners' Engine Project Page.
Members' Free Plan

And to Mr Randy Ryan of Michigan in the USA goes the award for being the first to complete an engine from the Christmas 2005 MEN Members' Free Plan. In fact, Randy gets second and third place as well because he made three at once! Readers will recall that we introduced this engine in the September 2005 issue under the tag, most 'orrible ever. The MEN plan tried to correct the worst of the timing problems and other minor atrocities, but was unable to accurately depict all the not-quite-right angle details and the swirl pattern on the crankcase from the angle grinder that would be required for a truly accurate reproduction of this engine. Randy reports that he had to cut small conrod clearance reliefs in the crankcase, but not the liner, and that while the engines start easily and run fine, they produce about enough power to pull a balloon filled with enough helium to bring them to neutral buoyancy. Finally, the Judges' panel ruled that there is no chance of any of Randy's Imps being mistaken for the real thing—NO Imp ever looked this good!
IC at 2005 ME Exhibition

The annual exhibition conducted by the venerable British magazine, Model Engineer, took place between December 29-31. This was the 75th such exhibition, although the shows have not been continuous (they've had good excuses though—little things like the Second World War etc). MEN supporter John Downie attended—along with a few thousand others—and took some photographs of models in the Internal Combustion class. Click the pic, or follow the link to the Sandown Model Engineering Exhibition, 2005 (and yes, the Morgan is a model).
New Books and Magazines This Month
This one is for all the old aeromodelers who have fond, frustrating memories of the stick-and-tissue models of yore. First the details: Aviation's Great Recruiter: Cleveland's Ed Packard by H.L. (Herm) Schreiner, Kent State University Press, 2005. ISBN-10:0-87338-821-6 ISBN-13:978-0-87338-821-4; softbound, 322 pages, profusely illustrated, with an additional 16 page, full color center section. [aside: The newer 13 digit ISBNs (ISO draft standard CD_2108_E) use a modulo 10 check digit. The older, more common, 10 digit ISBNs (ISO 2108 and ANSI/NISO Z39.21-1988) use modulo 11 which is why you sometimes see them ending in 'X' endof useless, gratuitous techno-weenie-babble aside].
 This book tells the story of Edward Thomas Packard (born ET Pachasa), his family, and the institution he founded and ran: Cleveland Model & Supply Company. In 17 chapters with five Appendices, plus References, author "Herm" Schreiner traces the blossoming, flourishing and final decline of "air-mindedness" through the impact it had on Pachasa, and conversely, the contribution he made to it. It's apparent that Schreiner is far from un-biased in his appraisal. He is a model maker who first met with Ed Packard in 1971 and corresponded with him until his death in 1992. In 1989 he spent three days taping interviews with Packard and touring the Lorain Ave facility. The book contains many direct quotes from Packard, supported by corresponding high-quality photographs from several collections and partial C-D plan illustrations. As a good history should, the narrative is placed in context by describing the socio-economic forces in play at the time of the events described; from launching and growing a company during the Depression era, through the Second World War, the "instant gratification" TV generation(s), up to the Volunteer Model Engineers of modern times who have kept the designs alive (you can still buy any of the plans—see the Links Page).
This book tells the story of Edward Thomas Packard (born ET Pachasa), his family, and the institution he founded and ran: Cleveland Model & Supply Company. In 17 chapters with five Appendices, plus References, author "Herm" Schreiner traces the blossoming, flourishing and final decline of "air-mindedness" through the impact it had on Pachasa, and conversely, the contribution he made to it. It's apparent that Schreiner is far from un-biased in his appraisal. He is a model maker who first met with Ed Packard in 1971 and corresponded with him until his death in 1992. In 1989 he spent three days taping interviews with Packard and touring the Lorain Ave facility. The book contains many direct quotes from Packard, supported by corresponding high-quality photographs from several collections and partial C-D plan illustrations. As a good history should, the narrative is placed in context by describing the socio-economic forces in play at the time of the events described; from launching and growing a company during the Depression era, through the Second World War, the "instant gratification" TV generation(s), up to the Volunteer Model Engineers of modern times who have kept the designs alive (you can still buy any of the plans—see the Links Page).
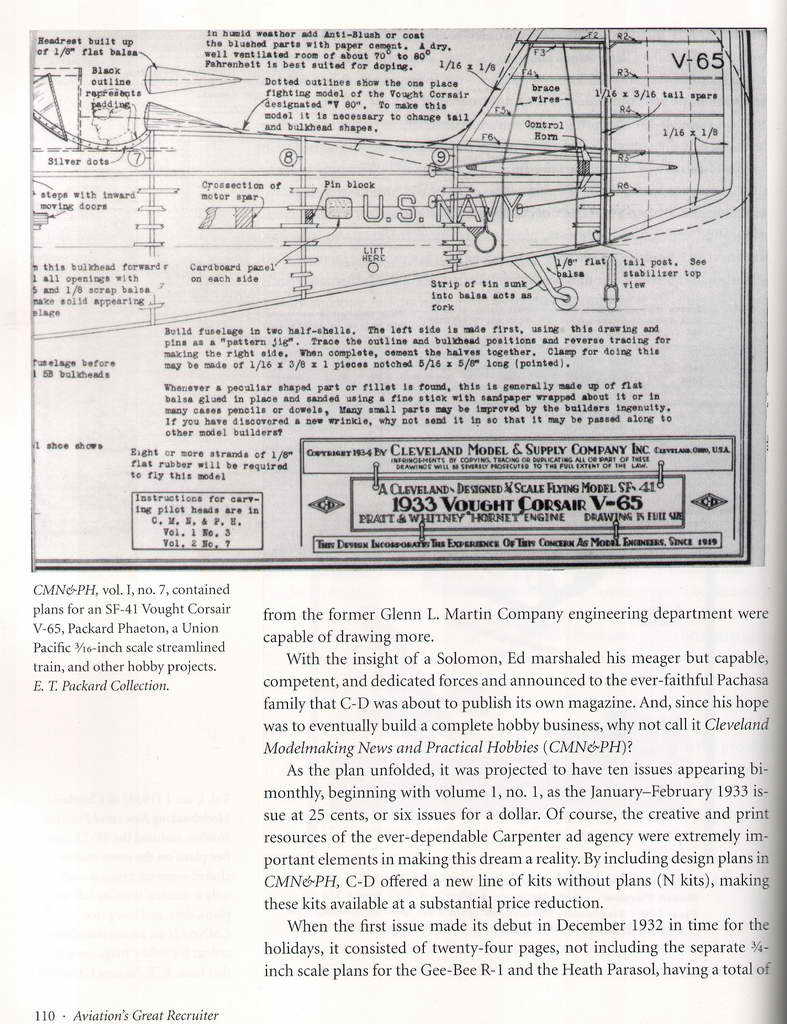
 I've never seen a "real" C-D (Cleveland Designed) kit, nor an actual plan. But I sure remember drooling over the models depicted in the Cleveland ads that appeared in Model Airplane News. Just look at this B-17 kit: turned cowl rings, wheels, rolled plans, separate compartments for the parts, a central box containing the required colored dopes, 72" span, all for $12.50 in 1944 (price today? This one went for $1000.00). Pre-60's, Australia had a very British focus. Local model shops only stocked the tiny Veron and Keil Kraft stick-and-tissue scale models that we all built, but never got to really fly due to their high wing loading and our relative ignorance of wing loading, and just about everything else for that matter. Disappointed, but not discouraged, we'd pour over the giant C-D models in the magazine ads feeling that something that big just had to fly! This book presents the first-hand account of how the kits were conceived, tested, manufactured, and distributed. If, like me, you've never seen the actual product, it will fill in the gaps and provide many enjoyable hours of reading and browsing. If C-D models featured in your youth, it will be a chance to re-kindle memories and I'll bet you learn something new too.
I've never seen a "real" C-D (Cleveland Designed) kit, nor an actual plan. But I sure remember drooling over the models depicted in the Cleveland ads that appeared in Model Airplane News. Just look at this B-17 kit: turned cowl rings, wheels, rolled plans, separate compartments for the parts, a central box containing the required colored dopes, 72" span, all for $12.50 in 1944 (price today? This one went for $1000.00). Pre-60's, Australia had a very British focus. Local model shops only stocked the tiny Veron and Keil Kraft stick-and-tissue scale models that we all built, but never got to really fly due to their high wing loading and our relative ignorance of wing loading, and just about everything else for that matter. Disappointed, but not discouraged, we'd pour over the giant C-D models in the magazine ads feeling that something that big just had to fly! This book presents the first-hand account of how the kits were conceived, tested, manufactured, and distributed. If, like me, you've never seen the actual product, it will fill in the gaps and provide many enjoyable hours of reading and browsing. If C-D models featured in your youth, it will be a chance to re-kindle memories and I'll bet you learn something new too.
Conclusion? The author may be a bit blinkered. He observes several times how brilliantly Ed Packard conceived and drove all the advertising and how successful the campaigns were (undeniably true). He also notes that Packard was responsible for the text of the ads and heaps more praise on his efforts. I remember the prose as being frequently "difficult", requiring re-reading to gain the meaning (an aspect I checked before writing this by researching Cleveland ads in MAN from the 1930's through the 50's). But a rose-tinted view does not diminish the enjoyment I got from this book, so I'll give it a Highly Recommended (four gold stars and a Koala stamp). I obtained my copy direct from Kent State University Press, but Amazon can supply at a whacking 34% discount! And if you
Buy from Amazon using this link, a small fraction of a cent will trickle back to MEN and help keep our web site going .
Engine Of The Month: Pachasa Air Engine

And now, as they say, for something completely different! As a break from all those old diesels we've been dishing out in the past months, and in keeping with the theme established by the Book of the Month, we have an "Air" engine designed by Ed Pachasa, circa 1928 (strangely, the otherwise well researched Book of the Month makes no mention of this achievement by Packard and his brother William who built the engine from Ed's design). Original research for this engine was done by Roger Schroeder and presented in the Engine Collectors' Journal Volume 7, issue #1 of March-April 1969. Roger has kindly consigned his original drawings to us, redrawn from microfiche prints of the 1928 Modelmaker article, together with his assembly instructions. It's all linked from the Pachasa Air Engine page.
Tech Tip of the Month: Hexing

Model Engineers often need a piece of hexagonal stock in some size or material that we're either out of, or can't get in the first place. The only solution then is to make it. This is not difficult if you have a dividing head, or a rotary table that will mount a lathe chuck—merely tedious. I groan every time I have to unbolt the mill vice from the table and replace it with the rotary table because I know I'm going to grunt while doing it; these things are heavy! For what they are worth, here are a couple of other ways.

First, some magic numbers. We want to convert a piece of bar stock into hex stock. This will be done by milling off six slices, rotating the work 60° between cuts. The across-flat (AF) size will be 0.866 times the round stock diameter. Said another way, the depth for each cut will be 0.067 times the stock diameter. If you are after a precise AF hex size, you could turn the material to be hexed to 1.155 times the AF size required before you start, or just calculate the depth of cut as (D - AF)/2. Now all we need is a way to hold and index the bar.
 If you have a set of collets (3C, 5C, R8, whatever), a hexagonal Collet Block Chuck is a worthwhile addition (square ones are available too). Once the stock is locked up in the collet, the chuck body can be used to index the work by altering the clamping faces. Obviously the mill vice could be used, if it is large enough to hold the block. Unless you live in a third world country (don't start me...), a single 5C collet and the block chuck can be had for under $30 making this a far cheaper solution than buying a rotary table, indexing head, or "spin-dexer".
If you have a set of collets (3C, 5C, R8, whatever), a hexagonal Collet Block Chuck is a worthwhile addition (square ones are available too). Once the stock is locked up in the collet, the chuck body can be used to index the work by altering the clamping faces. Obviously the mill vice could be used, if it is large enough to hold the block. Unless you live in a third world country (don't start me...), a single 5C collet and the block chuck can be had for under $30 making this a far cheaper solution than buying a rotary table, indexing head, or "spin-dexer".

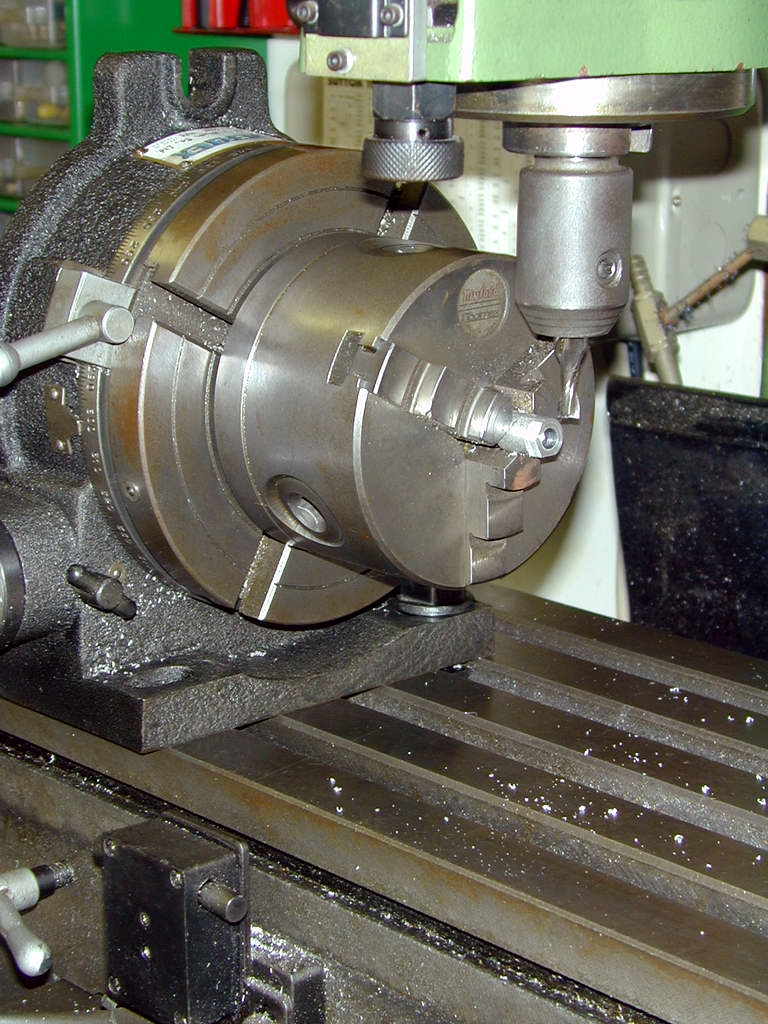
 Randy Ryan found another way that does not even need a collet and block chuck. In the photo, he has milled a block of scrap material to provide a 120° included angle fence on the top face. A length of round stock slightly longer than the block is held between its faces in the mill vice with the block under it (the spring helps keep the block in place. After the first cut has been made, the flat is used to index the stock for the adjacent side by clamping it against the sloping face of the jig. I'm sure the picture conveys the idea adequately.
Randy Ryan found another way that does not even need a collet and block chuck. In the photo, he has milled a block of scrap material to provide a 120° included angle fence on the top face. A length of round stock slightly longer than the block is held between its faces in the mill vice with the block under it (the spring helps keep the block in place. After the first cut has been made, the flat is used to index the stock for the adjacent side by clamping it against the sloping face of the jig. I'm sure the picture conveys the idea adequately.
Yet another way would be to drill a larger piece of hex stock (or even some large hex nuts) to take the rod, which would be held in place by a grub screw for machining. You could then proceed as per the collet idea.
All these ideas have merit and disadvantages, and I'm sure that there are other ways as well. Overall, I'd have to say that the indexing head (or vertical rotary table) with a 3 jaw chuck mounted on it wins for simplicity and versatility, even if it does involve some grunting.
Watch Your Altitude

Here's a gadget intended for the R/C glider fraternity that really appeals to me as a free flight modeller. The RAM2, or Recording Altitude for Models simply records altitude readings at a preset sampling rate. The data stream can later be downloaded and displayed in any number of ways. A smart guy could maybe figure out a way to get the data back to the ground in real time. Serious F1A competitors can now see precisely how well the zoom and bunt is working for (or against) them. And sport R/C fliers (like Ken Croft who alerted me to this gizmo) can see just how fast the model descended after the wings came off!
 Vale: Gig Eflander
Vale: Gig Eflander
 Editorial
Editorial